


Ligne d'échouage SZ






détails du produit
1. Introduction
Avec le développement rapide des communications optiques, la quantité de câbles à fibres optiques lâches pour l'extérieur a augmenté rapidement.Cependant, la capacité de la fibre optique dans le tube libre est limitée et il est impossible d'agrandir le tube libre.De plus, afin de faciliter l'identification de connexion des fibres optiques et la répartition des nœuds optiques, le nombre de fibres optiques dans chaque tube lâche ne doit pas être trop grand.Pour les exigences de communication de grande capacité, le tube lâche ne peut être tordu en câbles que selon certaines règles.
L'échouage du câble à fibre optique peut augmenter le nombre de cœurs de fibre optique pour répondre aux exigences de la communication à grande capacité.Une fois que le tube lâche est tordu à un certain pas, sa structure centrale de câble deviendra très stable, ce qui est utile pour la construction future.Parce que le tube lâche est tordu selon un certain angle de spirale, la performance douce du câble est améliorée.Du fait de l'échouage, le tube lâche présente un certain rayon d'échouage, ce qui augmente la surlongueur de la fibre optique par rapport à la fibre optique et améliore la résistance environnementale du câble optique.
À l'heure actuelle, il existe une méthode de toronnage SZ et une méthode de toronnage unidirectionnelle (S ou Z) pour les câbles à fibres optiques.Étant donné que le toronnage SZ a pour effet d'annuler la contrainte de formation du câble, le toronnage SZ est principalement utilisé à l'heure actuelle.
Le soi-disant échouage SZ est lorsque l'élément d'échouage atteint le nombre spécifié de tours torsadés dans la direction S (ou direction Z) le long de l'axe longitudinal du câble à fibre optique, puis inverse la direction pour échouer dans la même direction S (ou direction Z) numéros de torsion le long de la direction Z (ou direction S).Après le même nombre de tours de torsion, la forme de torsion d'un autre cycle de torsion est relancée.La qualité du processus de toronnage SZ affecte directement les performances du câble à fibre optique fini.
La réalisation du procédé d'échouage SZ est complétée par la ligne d'échouage SZ.Notre société a de nombreuses années d'expérience dans la recherche et le développement d'équipements de production de câbles à fibres optiques.La ligne d'échouage SZ peut être utilisée pour l'échouage de tubes lâches à fibre optique à noyau (1~12) avec une vitesse de production rapide, une efficacité de production élevée, un pas d'échouage stable et d'autres caractéristiques.
2. Principaux paramètres techniques
Les principaux paramètres techniques de l'équipement sont les suivants :
| Modèle | LT07-6/800/1250 |
| Diamètre du tube libre/Nombre de tubes | (φ1.2mm~φ4.0mm)/6 ; (φ4.0mm~φ10.0mm) /6 |
| Vitesse structure (m/min) | 100 |
| Vitesse de production (m/min) (Pas de reliure = 25 mm, pas d'échouage = 65 mm) | 90 |
| Pas de reliure (mm) | 20~50 |
| Pas de câblage (mm) | 50~200 |
| Angle d'échouage SZ | ±4π~±18π |
| Vitesse de la tête d'échouage SZ (tr/min) | Max.2000 |
| Vitesse de la tête de reliure (tr/min) | Max.4500 |
| Taille de canette | PN630~PN800/ PN800~PN1250 |
Composants principaux

Cette ligne de production est principalement composée d'un dévidoir pour le renforcement de câbles à fibres optiques, d'un dispositif de contrôle de la tension de dévidage, d'un dispositif de dévidage pour tube lâche/corde de remplissage, d'un dispositif de dévidage pour fil bloquant l'eau, d'un dispositif d'oscillateur SZ, d'un liant concentrique double , dispositif de remplissage de gelée, dispositif de dévidage de ruban longitudinal, dispositif de reliure à tête unique, cabestan, dispositif de contrôle de la tension d'enroulement, dispositif d'enroulement et système de contrôle électrique, etc.
1. Pay-off pour tube lâche/corde de remplissage
 Le dispositif de dévidage de tubes lâches / cordes de remplissage peut libérer plusieurs tubes lâches ou cordes de remplissage.
Le dispositif de dévidage de tubes lâches / cordes de remplissage peut libérer plusieurs tubes lâches ou cordes de remplissage.
Le dévidage et le levage de la bobine sont entraînés par le motoréducteur à courant alternatif, contrôlé par l'onduleur, qui peut garantir que la vitesse de dévidage est synchronisée avec la vitesse du cabestan.Le serrage de la bobine de fil est réalisé par le vérin.La tension de dévidage peut être ajustée en modifiant la position d'équilibre du bras oscillant.La tension de dévidage peut répondre aux exigences technologiques des différents dévidoirs de tubes.
2. Dispositif d'oscillateur SZ
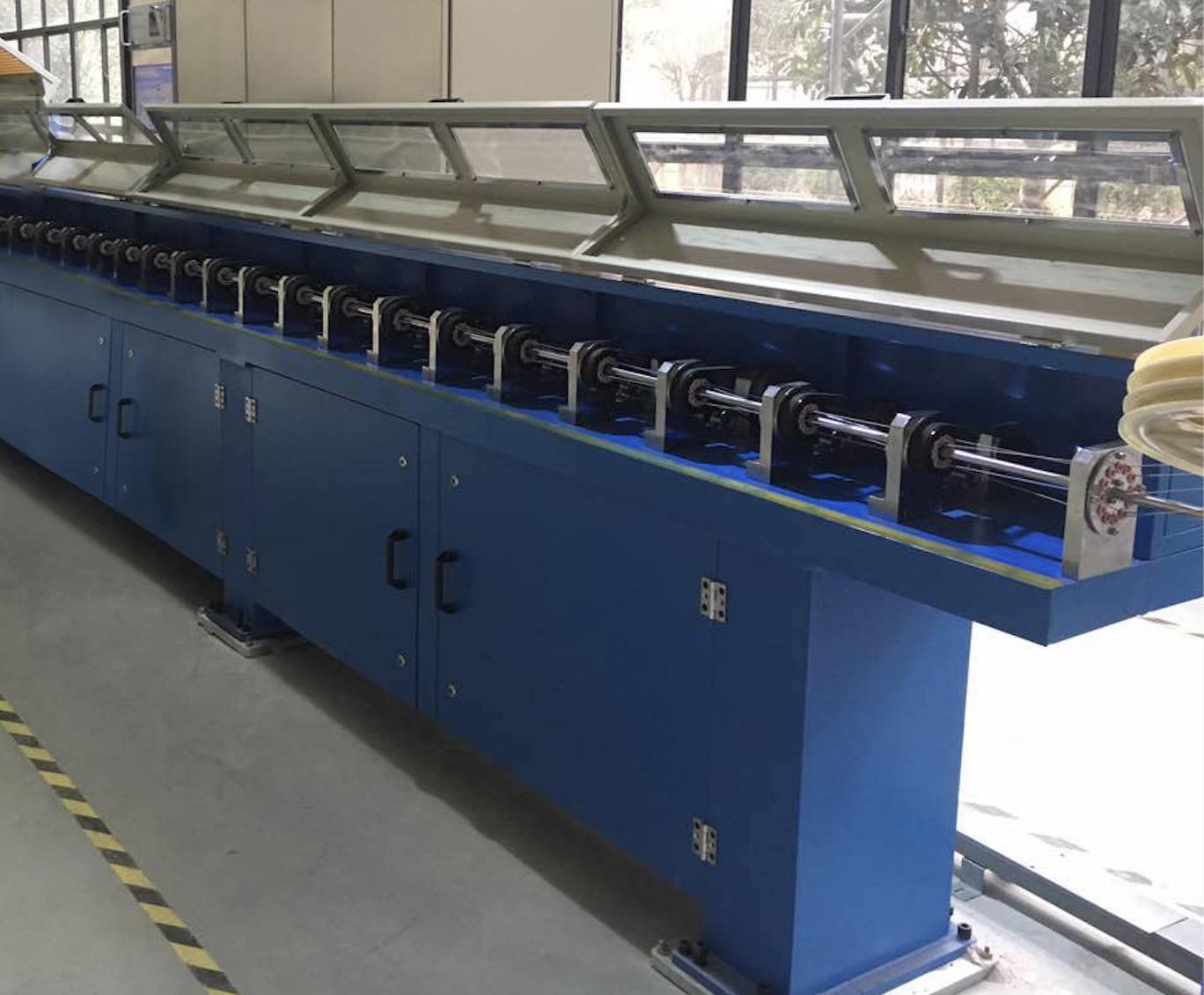 Ce dispositif est composé de plusieurs plaques d'échouage, qui sont entraînées et mises en rotation par plusieurs servomoteurs à courant alternatif pour réaliser l'échouage SZ du tube libre à fibre optique.
Ce dispositif est composé de plusieurs plaques d'échouage, qui sont entraînées et mises en rotation par plusieurs servomoteurs à courant alternatif pour réaliser l'échouage SZ du tube libre à fibre optique.
L'angle d'échouage peut être réglé et affiché sur l'écran tactile.L'ensemble de l'appareil dispose d'un ensemble de lecteurs à dix-huit niveaux.Cela garantit que le corps d'échouage a une inertie de rotation plus petite et une vitesse de direction plus rapide.Cela garantit également que le point de direction du changement de SZ est plus lisse, pas de rainure droite, une vitesse plus rapide.
L'appareil est équipé d'un écran de sécurité en acier inoxydable et l'angle d'ouverture est supérieur à 90 °, ce qui le rend pratique pour le câblage ou le réglage du noyau, et un environnement de fonctionnement sûr et fiable.
L'appareil est équipé d'un interrupteur d'arrêt d'urgence.Appuyer sur le bouton d'arrêt d'urgence en cas d'urgence peut arrêter l'équipement de production en temps opportun pour assurer la sécurité personnelle et réduire les déchets.
3. Double classeur concentrique
 La fonction du dispositif est de lier l'âme du câble avec du fil de polyester au point d'inversion après toronnage pour éviter de desserrer l'âme du câble.Le dispositif adopte la forme de liaison de fil de type pot concentrique à double tête, qui peut assurer l'uniformité du pas de toronnage SZ.
La fonction du dispositif est de lier l'âme du câble avec du fil de polyester au point d'inversion après toronnage pour éviter de desserrer l'âme du câble.Le dispositif adopte la forme de liaison de fil de type pot concentrique à double tête, qui peut assurer l'uniformité du pas de toronnage SZ.
La rotation et la tension du fil sont contrôlées par le servomoteur à courant alternatif, qui peut fonctionner de manière fiable à grande vitesse.La tension peut être réglée sur l'écran tactile et ajustée en ligne.Et la tension du fil est automatiquement ajustée avec le changement du diamètre du fil, de manière à assurer la tension constante du fil.En même temps, l'appareil a également la fonction d'alarme de frein de fil et d'arrêt d'urgence.
Cet appareil est également équipé d'un dispositif anti-torsion.Le dispositif anti-torsion adopte une structure de type chenille pour garantir que l'angle du tube lâche ne sera pas perdu et que la stabilité de l'âme du câble est assurée après l'échouage du câble optique.
Pièces commerciales
1. PLC adopte la marque Siemens.
2. Les principaux appareils électriques basse tension adoptent la marque Siemens.
3. Le moteur à courant alternatif adopte la marque Siemens.
4. Le contrôleur de moteur AC adopte la marque Danfoss.
5. Le servomoteur AC adopte la marque Panasonic.
6. Les roulements adoptent la marque NSK.
Installation et mise en service
L'installation et la mise en service du câblage SZ se décompose en trois étapes : l'installation des parties mécaniques, l'installation de la partie électrique et la mise en service des équipements
1. Installation des pièces mécaniques
Cette ligne de production doit être installée dans un terrain plat, un canal lisse et un atelier de lumière vive. Norme d'installation.Ligne centrale de la table d'échouage "SZ", c'est aussi la ligne centrale de la ligne de production complète.
Tout d'abord, utilisez la ligne d'encre pour définir la ligne centrale de toute la machine sur le sol afin de déterminer la position de la table d'échouage SZ en fonction du dessin dimensionnel de la ligne d'échouage SZ.
Vérifiez le plan du sol d'installation de la table d'échouage, il ne doit y avoir aucune situation accidentée évidente.
Ensuite, tirez un fil fin de 0,5 mm au-dessus de la machine comme norme d'alignement.
Installation
Table d'échouage SZ installée dans une position correcte
Sur le côté droit, dévidoir de fil étanche à l'eau, dispositif de guidage haut et bas pour dévidoir de tube lâche (2 jeux chacun pour haut et bas), dévidoir CSM (2 jeux), dévidoir de tube lâche (6 jeux) , support de fil d'acier, tension de roue Φ800, gain de faisceau oscillant PN1250 sont installés.Sur le côté gauche, une double reliure concentrique, un dérouleur de ruban étanche à l'eau, une reliure simple, un cabestan à double roue Φ800, une tension à double roue Φ800, un tendeur de poutre pivotante PN1250 avec dispositif de déplacement sont installés.Et ajustez dans la bonne position pour chaque pièce.
Enfin, installez le système de commande électrique et ajustez la position de chaque pièce, y compris la position de la hauteur centrale, gauche et droite, avant et arrière.Attention particulière: ajustez la ligne centrale du dispositif de fil de liaison à point commun à double tête, après rotation et vérifiez la base normale puis fixe.
Selon le dessin de gaz pour connecter le gaz
Dimensions d'installation voir schéma de disposition des lignes d'échouage SZ.Enfin, les pièces sont fixées par des boulons à expansion (écrou).
2. Installation de la partie électrique
Lorsque l'armoire de commande électrique est à sa place, commencez à payer, connectez le circuit électrique de chaque équipement conformément au schéma électrique et aux exigences du schéma de câblage de la ligne de toronnage SZ.
Attention
Tous les équipements doivent être reliés à la terre de manière fiable pour garantir la sécurité.
Assurez-vous que la tension dans l'armoire de commande est normale
Selon les exigences électriques et le câblage standard
3. Mise en service de l'équipement
En raison des différentes exigences de la structure du câble et du processus de câble, la machine doit être ajustée avant la production.
L'ajustement de la tension de paiement du CSM.Gain actif, ajustez la taille de la pression du cylindre de poussée du contrôleur de tension d'accumulation qui peut modifier la taille de la tension de gain, jusqu'à atteindre les exigences du processus.
Le réglage de la tension lâche du tube.La tension est donnée par le système de pendule sur le cadre de dévidage du tube libre, ajustez la position et le nombre de poids d'équilibrage, puis modifiez la taille de la tension.
Réglage du pas d'échouage SZ, de l'angle arrière, du réglage et de l'angle inverse de la protection contre la limite et la torsion excessive sont ajustés et réglés dans l'IPC.
Le réglage de la tension et du pas du fil de reliure double est ajusté dans le PC.
Le réglage de la tension du ruban étanche :En ajustant la tension de l'amortisseur à aimant permanent pour ajuster la tension de la bande de dévidage
Le réglage de la tension et du pas du fil de reliure simple est ajusté et défini dans le PC.
Le réglage de la tension d'enroulement :Ajustez la pression d'air comprimé du contrôleur de tension de prise de type à accumulation, puis ajustez la taille de la tension.
Le réglage de la position transversale :À travers l'écran tactile du panneau de commande de l'armoire de commande électrique à régler.Changez rapidement la position du chemin de câbles et du dispositif de centrage, appuyez sur le bouton de déplacement rapide droit et gauche sur la boîte à boutons de fonctionnement du support de réception avec déplacement.
Le réglage du pas transversal :Selon le diamètre différent de l'âme du câble, à travers le panneau de commande sur l'écran tactile donné une certaine valeur de pas, on peut alors réaliser les réglages et les ajustements du pas du câble.
FAQ
Q : Mise en service pendant l'épidémie de COVID-19 ?
A: Covid-19 crée une nouvelle façon de faire des affaires.
Alors, comment pouvons-nous poursuivre les travaux d'inspection maintenant ?
Les clients peuvent demander au tiers d'effectuer une inspection.
Nous pouvons également effectuer une inspection avec le client par appel vidéo en face à face.
Pour la mise en service, cela sera-t-il plus difficile ?
Nous avons mis plus d'efforts pour surmonter le difficile déplacement du technicien chinois pour la mise en service.Nous avons d'abord terminé les travaux de mise en service avant l'expédition, puis nous effectuerons la mise en service en ligne avec l'équipe du client.Nous faisons déjà un grand exploit.Toutes les machines expédiées ont été mises en service ou en cours de mise en service, les machines les plus difficiles que nous avons réussi sont, ligne tandem SFS pour cat 6a, 7, torsadeur de tambour, ligne de compoundage, etc.
Par toutes ces activités, nous essayons de réduire l'anxiété des clients en matière d'investissement et de développement.
Q : Puis-je visiter votre usine ?
A: Tous les clients du pays et de l'étranger sont chaleureusement accueillis pour visiter notre entreprise et notre usine.
Q : Fournissez-vous l'installation et la mise en service ?
A : Oui, nous faisons comme suit :
-Dès que le client nous a informés que les machines sont placées au bon endroit, nous enverrons un ingénieur en mécanique et en électricité pour le démarrage de la machine.
-Tests à vide : après l'installation complète de la machine, nous effectuons d'abord des tests à vide.
-Test avec charge : nous pouvons généralement produire 3 fils différents pour effectuer des tests de charge.
Des mesures d'installation et de mise en service flexibles seront fournies sous COVID-19 par LINT TOP.
-Rapport d'acceptation : après que l'acheteur confirme que la machine peut atteindre toutes les spécifications sous contrat, le rapport d'acceptation sera signé pour notre dossier que la machine sera en période de garantie.
Q : Quelles informations dois-je fournir pour obtenir un devis détaillé de votre part ?
A: Pour une seule machine: Habituellement, nous devons connaître la taille du fil d'entrée, la taille du fil de sortie à produire, la productivité, le gain et la taille pour choisir la bonne machine.
Pour une nouvelle usine de câbles ou une nouvelle ligne de production de câbles, nous avons besoin de connaître la fiche technique des câbles à produire, la productivité, les normes à respecter, etc. pour concevoir toutes les machines nécessaires.
Q : Pouvez-vous fournir l'équipement auxiliaire avec les machines ?
R : Oui, certainement.
Nous avons fourni un échangeur de chaleur, une machine de filtrage de poudre de cuivre/aluminium, une tour de refroidissement, un refroidisseur, un compresseur d'air, des matrices d'étirage, une machine de pointage, des soudeuses à froid, des bobines, etc. avec nos machines.
Q : Pourriez-vous faire la conception de l'ensemble de l'usine ?
A : Oui, c'est notre avantage.
Avec la fiche technique du câble à produire, la norme que vos câbles doivent suivre, la productivité que vous attendiez.Notre ingénieur en technologie de production et en machines réalisera la conception de machines de production, d'équipements de test, d'accessoires tels que des bobines, des matrices, des lignes de rembobinage et des matériaux nécessaires.
Q : Comment puis-je connaître le statut de ma commande ?
A: Nous avons notre système OA sur le suivi de la production.
Pour toute demande, nous pouvons envoyer des photos et des vidéos de votre commande, nous pouvons également utiliser FACETIME pour vous informer de la production.
Q : Comment travaillez-vous sur l'inspection avant la livraison ?
A: Nous effectuerons des tests d'équilibre dynamique, des tests de niveau, des tests de bruit, etc. pendant la production.
Une fois la production terminée, nous effectuons généralement un fonctionnement à vide de chaque machine avant la livraison.Les clients sont invités à assister à l'inspection.
Q : À quelles expositions allez-vous assister, pouvons-nous nous rencontrer à la foire ?
A : Salon international du fil et du câble de Düsseldorf ;
Wire Amérique du Sud Fair ;
Salon international du fil et du câble à Shanghai ;
Salon international du fil d'Istanbul, etc.
câbler la foire de l'asie du sud-est, etc.





