


Máquina de torção concêntrica











Detalhes do produto
1. Detalhe da produção
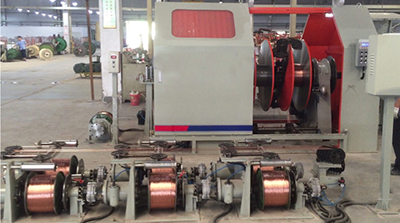
A máquina de torção concêntrica é um novo tipo de máquina de torção de alta velocidade, usada principalmente para trançar, trefilar e prensar fios de cobre de grande comprimento, fios de alumínio, fios de liga de alumínio e outros condutores circulares, também podem ser usados para trançar / pré-torcer e prensagem do condutor em forma de setor.
A trançadeira concêntrica pode substituir a torcida rígida de algumas especificações e modelos.
Possui dois modos de configuração: modo bobina simples e modo bobina dupla.
O modo de bobina única é equipado com uma bobina de acúmulo de fio.Depois que o fio na bobina de acúmulo terminar de desbotar e torcer, o fio precisa ser rebobinado na bobina.Neste modo, o processo de rebobinamento e o processo de torção não podem ser executados ao mesmo tempo, e a eficiência da produção é reduzida, mas o comprimento do equipamento é reduzido e o custo é reduzido.
O modo de bobina dupla é equipado com bobinas de acúmulo de dois fios.Quando uma bobina de acúmulo de fio é usada para desbobinamento e torção, a outra é rebobinada.Neste modo, o processo de rebobinamento e o processo de torção são realizados ao mesmo tempo, e a eficiência da produção é alta.
2.Características
1. A cremalheira de desbobinamento tem uma grande capacidade de acumulação e é adequada para o encordoamento de condutores individuais de grande comprimento.
2. Porque a gaiola adota uma estrutura concêntrica, a velocidade de rotação é alta, a velocidade de torção é rápida, o que melhora a eficiência da produção.
3. A bobina é embutida no equipamento, não há necessidade de carregar ou descarregar a bobina, o que reduz muito a intensidade de trabalho dos trabalhadores.
4. Usando o método de torção para liberar vários fios, cada bobina pode liberar três ou mais fios.O equipamento tem uma estrutura compacta e economiza espaço.
5. O retorno e o enrolamento da bobina de acúmulo de fio são acionados por um servo motor AC separado, controlado por conversão de frequência, e a tensão é estável, precisa e ajustável.
6. Possui uma estrutura compacta e razoável com menos peças de desgaste, reduzindo assim o custo de manutenção.
7. Menos ruído.Ambientalmente amigável.
3.Parâmetros técnicos
| Diâmetro do fio único (mm) | Cobre | 1,5~4,5 |
| Alumínio | 1,8~5,0 | |
| Liga de alumínio | 1,5~4,5 | |
| Velocidade de rotação (rpm) | Máx. 500 | |
| Velocidade da linha (m/min) | Máx.120 | |
| Velocidade da linha de rebobinagem (m/min) | Máx. 200 | |
Componentes principais

A linha de produção é composta principalmente por compensador central tipo eixo final (ou compensador central de enrolamento), compensador tipo enrolador e rebobinador (ou compensador tipo bobina de rebobinamento), gaiola, porta-matriz de fechamento de fio, contador de medidores , cabrestante de roda dupla, tomada de portal, sistema de controle elétrico, capa protetora, cerca de segurança e outros componentes.
1. Compensação do tipo enrolamento e rebobinagem

Consiste em armação de gaiola, conjunto de volante, dispositivo de controle de tensão, etc.
As cestas de desbobinamento são distribuídas em ambos os lados da armação da gaiola, o fio único é coletado para o dispositivo de alimentação de fio ativo através da roda guia.A tensão de compensação pode ser controlada mecanicamente, que é ajustável manualmente.Os fios são rebobinados para a placa de acúmulo de fio através do sistema de guia de fio.
A estrutura da gaiola é feita de tubos quadrados soldados, com plataforma de passagem de arame e cerca de segurança.
Equipado com escadas de segurança para facilitar o enfiamento do fio.
O desbobinador tipo bobina também pode ser usado.
2. Gaiola
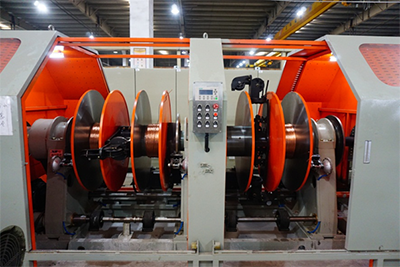
A gaiola é uma estrutura do tipo concêntrica (o centro da bobina de desbobinamento coincide com o centro de rotação da gaiola) e é composta de suportes de rolamento dianteiro e traseiro, sistema flyer, sistema de bobina de acúmulo de fio, sistema de distribuição de fio.A gaiola, a bobina de acúmulo de fio e o sistema de deslocamento são todos acionados por motores de conversão de frequência independentes.
Os fios são puxados para fora do flyer instalado entre duas bobinas.A gaiola compartilha um conjunto de flyer para cada duas bobinas de acúmulo de fio e controla as duas bobinas para pagar ao mesmo tempo. A cabeça flyer pode ser girada 360 graus à vontade.Os fios na bobina de acúmulo de fio são guiados por flyer no tubo de enfiamento na parede interna do eixo principal e, em seguida, passam pelo sistema de distribuição de fio nos suportes de saída para trançar.
O início da bobina acumuladora de fio é controlado por um conjunto de sistemas de rodas de fricção, que podem ser interligados ou controlados individualmente.Cada grupo de bobinas acumuladoras de fio possui um conjunto de controles de freio a disco associados para garantir a qualidade do fio trançado.
Cada gaiola é equipada com um conjunto de dispositivo transversal de rebobinamento, e o fio é rebobinado para a bobina de acúmulo de fio da gaiola por meio do desbobinador externo.Os fios rebobinados na bobina de acúmulo de fio são dispostos através de uma unidade transversal de parafuso com motor separado.O passo de deslocamento é controlado pelo PLC, que pode ser definido e modificado na tela sensível ao toque.Todas as bobinas de acúmulo de fio podem ser rebobinadas simultaneamente ou individualmente.
Um motor separado é usado para pagar ativamente, e o fio é controlado por seu controlador de tensão independente.A tensão pode ser ajustada e modificada na tela sensível ao toque.O sistema de controle de tensão tem a função de compensação de tensão, o que pode garantir uma tensão estável e consistente da bobina cheia à bobina vazia.
A placa de distribuição possui dispositivo de proteção contra quebra de fio.
O eixo principal da gaiola possui um freio a disco pneumático, que possui grande torque de frenagem e frenagem confiável.Cada bobina de acúmulo de fio é equipada com um dispositivo de freio a disco separado, que coopera com um motor de tensão para garantir um passo estável durante o desligamento e a desaceleração.
A gaiola adota uma tampa protetora integral, que pode ser empurrada e puxada horizontalmente, e possui proteção elétrica de segurança.
Peças Comerciais
1. O motor principal adota a marca famosa e de boa qualidade.
2. PLC adota Siemens.
3. O conversor de frequência adota Danfoss.
4. A tela sensível ao toque adota a Siemens.
5. O rolamento adota HRB, ZWZ e LYC.
Produtividade
Tomando o cordão de alumínio de 37 núcleos como exemplo, a eficiência de produção da máquina de trançar concêntrica é a seguinte.Somente para referência.
| Cálculo do tempo de produção e auxiliar da máquina de torção concêntrica (incluindo rebobinagem, soldagem e torção) | |||||||||||||
| Especificações de produção | Número de bobinas | Tom (milímetros) | Velocidade de rotação (rpm) | Velocidade da linha (m/min) | Tempo de encalhe da bobina cheia (3 fios) (min) | Tempo de rebobinamento da bobina cheia (3 fios) (min) | Tempo de soldagem de topo ao rebobinar (min) | Tempo necessário para um ciclo de produção no modo de bobina simples (h) | Tempo necessário para um ciclo de produção no modo de bobina dupla (h) | ||||
| Comprimento do único fio (m) | tempo de encalhe (min) | Velocidade de rebobinagem (m/min) | Tempo de retrocesso (min) | Número de soldagem | Tempo de soldagem de um fio (min) | tempo de soldagem (min) | |||||||
| Diâmetro do único fio 2,09 mm | 2 bobinas | 156 | 500 | 78 | 15772 | 202 | 120 | 131 | 12 | 1,5 | 18 | 7.4 | 5.2 |
| 4 bobinas | 166 | 470 | 78 | 15772 | 202 | 120 | 131 | 24 | 1,5 | 36 | |||
| 6 bobinas | 211 | 370 | 78 | 15772 | 202 | 120 | 131 | 36 | 1,5 | 54 | |||
| Diâmetro do único fio 2,34 mm | 2 bobinas | 175 | 500 | 88 | 12582 | 144 | 120 | 105 | 12 | 1,5 | 18 | 5.9 | 4.2 |
| 4 bobinas | 182 | 481 | 88 | 12582 | 144 | 120 | 105 | 24 | 1,5 | 36 | |||
| 6 bobinas | 233 | 376 | 88 | 12582 | 144 | 120 | 105 | 36 | 1,5 | 54 | |||
| Diâmetro do único fio 2,61 mm | 2 bobinas | 195 | 500 | 98 | 10113 | 104 | 120 | 84 | 12 | 1,5 | 18 | 4.9 | 3.5 |
| 4 bobinas | 204 | 478 | 98 | 10113 | 104 | 120 | 84 | 24 | 1,5 | 36 | |||
| 6 bobinas | 260 | 375 | 98 | 10113 | 104 | 120 | 84 | 36 | 1,5 | 54 | |||
| Interpretação: 1) A velocidade de rebobinamento do fio de alumínio é de 120m/min, a velocidade de rebobinamento do fio de cobre pode ser aumentada para mais de 150m/min. 2)O número de soldas é baseado no fio da bobina sendo cortado e rebobinado antes de terminar de trançar. 3)O tempo de soldagem é baseado em um tempo de soldagem de arame de 1,5 minutos, que pode ser ajustado de acordo com o tempo real de operação. 4)Tempo necessário para um ciclo de produção no modo bobina simples = tempo de torção + tempo de rebobinamento (uma bobina) + tempo de soldagem de 2 bobinas + tempo de soldagem de 4 bobinas + tempo de soldagem de 6 bobinas. 5)Tempo necessário para um ciclo de produção no modo bobina dupla = tempo de torção + tempo de soldagem de 2 bobinas + tempo de soldagem de 4 bobinas + tempo de soldagem de 6 bobinas. | |||||||||||||
Perguntas frequentes
P: Comissionamento durante a epidemia de COVID-19?
R: O Covid-19 cria uma nova forma de negócios.
Então, como podemos continuar os trabalhos de inspeção agora?
Os clientes podem pedir ao terceiro para fazer a inspeção.
Também podemos fazer inspeção com o cliente por chamada de vídeo cara a cara.
Para o comissionamento, será mais difícil?
Colocamos mais esforços para superar a dificuldade de deslocamento do técnico chinês para o comissionamento.Primeiro terminamos os trabalhos de comissionamento antes do envio, depois faremos o comissionamento on-line com a equipe do cliente.Já realizamos uma grande conquista.Todas as máquinas despachadas terminaram o comissionamento ou durante o comissionamento, as máquinas mais difíceis que conseguimos são, linha tandem SFS para cat 6a, 7, twister de tambor, linha de composição, etc.
Por todas essas atividades, estamos tentando reduzir a ansiedade do cliente em investimento e desenvolvimento.
P: posso visitar sua fábrica?
R: todos os clientes nacionais e estrangeiros são muito bem-vindos para visitar nossa empresa e fábrica.
P: você fornece a instalação e o comissionamento?
R: sim, fazemos o seguinte:
- Assim que o cliente nos informar que as máquinas estão colocadas no lugar certo, enviaremos o engenheiro mecânico e o eletricista para dar partida na máquina.
-Teste sem carga: Após a instalação completa da máquina, fazemos testes sem carga primeiro.
-Teste de carga: Normalmente, podemos produzir 3 fios diferentes para fazer testes de carga.
Medidas flexíveis de instalação e comissionamento serão fornecidas sob COVID-19 pela LINT TOP.
-Relatório de aceitação: Após o comprador confirmar que a máquina pode atingir todas as especificações do contrato, o relatório de aceitação será assinado para nosso registro de que a máquina estará em período de garantia.
P: quais informações devo oferecer para obter uma cotação detalhada de você?
R: Para uma única máquina: Normalmente, precisamos saber o tamanho do fio de entrada, o tamanho do fio de saída a ser produzido, a produtividade, o pagamento e o tamanho para escolher a máquina certa.
Para uma nova fábrica de cabos ou uma nova linha de produção de cabos, precisamos saber a ficha técnica dos cabos a serem produzidos, a produtividade, as normas a serem seguidas, etc, para projetar todas as máquinas necessárias.
Q: Você pode fornecer o equipamento auxiliar junto com as máquinas?
R: Sim, definitivamente.
Nós fornecemos trocador de calor, máquina de filtro de pó de cobre/alumínio, torre de resfriamento, resfriador, compressor de ar, matrizes de trefilação, máquina apontadora, soldadores frios, bobinas etc. com nossas máquinas.
P: você poderia fazer o design de toda a planta?
R: Sim, esta é a nossa vantagem.
Com a ficha técnica do cabo a ser produzido, o padrão que seus cabos devem seguir, a produtividade que você esperava.Nosso engenheiro em tecnologia de produção e maquinário fará o projeto de máquinas de produção, equipamentos de teste, acessórios como bobinas, matrizes, linhas de rebobinamento e materiais necessários.
P: Como posso saber o status do meu pedido?
R: temos nosso sistema OA de rastreamento da produção.
Para qualquer um dos seus pedidos, podemos enviar fotos e vídeos do seu pedido, também podemos usar o FACETIME para informá-lo sobre a produção.
Q: Como você trabalha na inspeção antes da entrega?
R: Faremos testes de equilíbrio dinâmico, testes de nivelamento, testes de ruído, etc. durante a produção.
Após o término da produção, geralmente fazemos o funcionamento sem carga de cada máquina antes da entrega.Os clientes são bem-vindos para participar da inspeção.
Q: Quais exposições você vai assistir, podemos nos encontrar na feira?
R: Feira Internacional de Fios e Cabos de Dusseldorf;
Feira Wire South America;
Feira Internacional de Fios e Cabos em Xangai;
Feira Internacional de Fios de Istambul, etc.
fio Feira do Sudeste Asiático, etc.





