

مع التوسع المستمر لشبكة الطاقة ، يتزايد أيضًا تطبيق كبلات الطاقة المعزولة من البولي إيثيلين عالية الجهد والمتشابكة (المشار إليها فيما يلي باسم الكابلات عالية الجهد) ، كما أن غلاف التجاعيد المعدني فيها يجذب المزيد والمزيد من الاهتمام .يلعب غلاف الألمنيوم المجعد المعدني في الكابلات ذات الجهد العالي دورًا في تحمل تيار الدائرة القصيرة للكابل ، والعزل الشعاعي ومقاومة الضغط الجانبي ، وعملية الإنتاج الحالية لها نوع لحام طولي (لحام بقوس الأرجون) ومستمر حزمة البثق ونوعين آخرين.
يناقش هذا البحث بشكل أساسي استخدام معدات تشكيل الألمنيوم المبثوق الجديدة (المشار إليها فيما يلي باسم آلة الألمنيوم المبثوق) عملية تغليف الألمنيوم المبثوق.تختلف آلة البثق عن مكبس الألمنيوم ، فهي عبارة عن قضيب الألومنيوم من خلال رأس آلة البثق في الحالة المنصهرة لقولب البثق بدرجة حرارة عالية ، بالإضافة إلى أن معدات آلة البثق ليست كبيرة مثل مكبس الألمنيوم ، موقع الإنتاج أيضًا أنيق نسبيًا.
1 عملية بثق غلاف الألومنيوم
1.1 عملية تغليف الألمنيوم المبثوق (انظر الشكل 1)
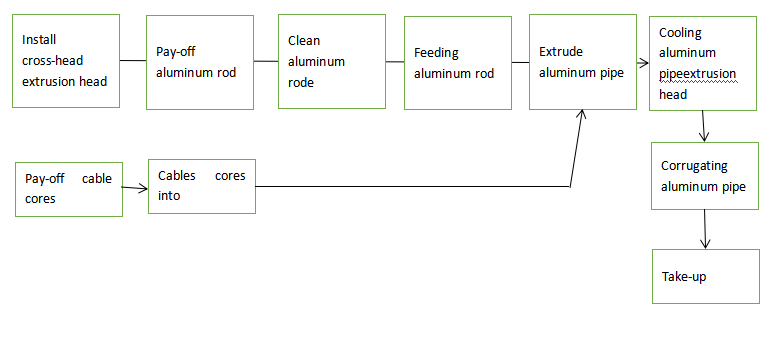
(شكل 1)
1. 2 خصائص عمل غلاف الألمنيوم المبثوق مع آلة البثق ، مبدأ عمل تغليف الألمنيوم هو قضيب الألمنيوم من خلال درجة حرارة عالية تصل إلى 500 درجة مئوية أو أكثر إلى الحالة المنصهرة أو شبه المنصهرة ، عن طريق آلة البثق في أنبوب الألمنيوم الملفوف في سلك معزول النواة.سيقارن الكثير من الناس آلة بثق الألمنيوم مع الطارد ، ولكن في الواقع هناك القليل جدًا من القواسم المشتركة بين الاثنين.في الوقت الحالي ، لا يمكن تعديل الانحراف اللامركزي لآلة بثق الألومنيوم عبر الإنترنت بمجرد تثبيتها ، الأمر الذي يتطلب تعديل الانحراف في وقت التثبيت.كانت آلات البثق الأولى للألمنيوم مرتبطة ومزامنة ، وأي مشكلة في أي منها يمكن أن تؤدي إلى التوقف.ومع ذلك ، فقد أدخل العديد من الشركات المصنعة الآن تحسينات بحيث يمكن لهذين الجهازين المساعدين العمل بشكل مستقل ، وتجنب تعطل الوصلة.
1. 2. 1 متطلبات قضبان الألمنيوم والتنظيف
(1) متطلبات قضبان الألمنيوم.قضبان الألومنيوم متوفرة بقطر 12. 0 مم و 15. 0 مم ، يتم إنتاجها عن طريق الصب والدرفلة المستمرة ، بمقاومة لا تزيد عن 0. 02785 Ω.mm2 / m عند 20 درجة مئوية ، قوة شد تبلغ 80 إلى 95 ميجا باسكال واستطالة لا تقل عن 12٪.يمكن ضغط قضبان الألمنيوم على البارد ولحامها معًا ، ولكن يجب أن تكون الوصلات مصقولة على نحو سلس ومستدير.تعتبر نظافة سطح قضيب الألمنيوم مهمة للغاية وستؤثر بشكل مباشر على جودة بثق أنبوب الألمنيوم.يجب أن يكون سطح قضيب الألمنيوم خاليًا من العيوب مثل الشحوم ، والحواف المهترئة ، والتقريب الخاطئ ، والشقوق ، والشوائب ، والتواءات والعيوب الأخرى الضارة للاستخدام ، والخدوش الميكانيكية ، والندوب ، والحفر ، والجلد ، أو الحواف المتطايرة التي يمكن أن تحتفظ بها الغبار والمواد غير النظيفة الأخرى.يجب أن تكون قضبان الألمنيوم التي يتم إنتاجها عن طريق الصب والدرفلة المستمرة مرتبة بدقة وفي أحواض أو حزم ، ولكن يجب أن تضمن جميعها سهولة تفريغها ؛في حالة حدوث خط مكسور أثناء عملية بدء التشغيل ، لا يمكن ضمان البثق المستمر لأنابيب الألومنيوم.
(2) متطلبات تنظيف قضبان الألمنيوم.يتم تنظيف قضيب الألمنيوم بشكل أساسي لضمان جودة قضيب الألمنيوم في آلة البثق ، ويستخدم التنظيف بشكل أساسي في الموجات فوق الصوتية في صندوق التنظيف بالحامض والمحلول القلوي والماء لتنظيف الشوائب على سطح الألومنيوم عصا.تسلسل التنظيف العام هو خزان الغسول - خزان الغسول - خزان المياه الصافي - خزان الحمض - خزان المياه الصافي.من أجل تحقيق نتائج تنظيف أفضل ، تم تجهيز جميع الخزانات بأجهزة تسخين ويجب تسخين درجة حرارة الحمض والغسول ومياه التنظيف حتى 70 درجة مئوية قبل بدء تشغيل الماكينة والحفاظ عليها عند درجة الحرارة هذه طوال عملية الإنتاج.تركيز المحلول الحمضي والقلوي له تأثير كبير على تأثير تنظيف قضبان الألومنيوم.المطلب العام هو أن تركيز المحلول القلوي يجب أن يكون 30٪ والمحلول الحمضي 3٪ (كلاهما بالوزن).عادة ، كلما زاد التركيز ، زادت سرعة التفاعل وسرعة ترسيب الشوائب.نظرًا لانخفاض تركيز الحمض والقلويات مع مرور الوقت ، أضف الأحماض والقلويات حسب الاقتضاء وفقًا لنتائج اختبار التركيز.
1. 2. 2 تجميع رأس آلة بثق الألومنيوم
رأس آلة بثق الألمنيوم عبارة عن رأس متقاطع ويجب تجميعها بنجاح دفعة واحدة.الرابط الأكثر أهمية هو تجميع غلاف القالب الأساسي ، لذلك من الضروري ضبط موضع غلاف القالب الأساسي.بمجرد تجميع غلاف القالب الأساسي ، فإن الطريقة الوحيدة للتحقق من نجاح التجميع هي الانتظار حتى يتم بثق أنبوب الألمنيوم ، ومن الصعب جدًا ضبط الاستدارة والسمك غير المتساوي أثناء عملية البثق.في كثير من الأحيان ، تكون أنابيب الألمنيوم المبثوقة أحيانًا خارج دائرية (مسطحة أو بيضاوية) وغريبة الأطوار (سماكة غير متساوية).من التجربة ، مفتاح تجميع قلب القالب وغطاء القالب هو الفجوة بين الاثنين
وطول شريط التحجيم.يتم ضبط الفجوة بين قلب القالب وغطاء القالب (أعلى ، أسفل ، يسار ويمين) بشكل أساسي من خلال ثمانية صواميل لتحديد المواقع ، والتي يجب أن تضمن أن القلب يحافظ على نفس الفجوة بين الأعلى والأسفل واليسار واليمين ، مما يحدد الانحراف المركزي من أنبوب الألمنيوم المبثوق.يحدد طول شريط التحجيم استدارة أنبوب الألمنيوم المبثوق.تكون أنابيب الألمنيوم المبثوقة أكثر تقريبًا.باختصار ، يتم تقليل الضغط الداخلي للبثق قدر الإمكان.
عادة ما تكون نتائج البثق أفضل مع نطاقات تحجيم أصغر.
1. 3 تحضير أغلفة الألمنيوم المبثوقة والمعدات المساعدة لها
(1) تغليف الألمنيوم المبثوق في بداية الأعمال التحضيرية.قبل بدء تشغيل آلة البثق ، يجب تسخينها إلى 500-525 درجة مئوية ، تكون درجة الحرارة مرتفعة جدًا أو منخفضة جدًا لبثق أنابيب الألومنيوم.على الرغم من أن رأس آلة بثق الألمنيوم مجهزة بسخان ، إلا أنه لا يزال من الضروري التحكم فيها بدقة ، وعادة ما تكون بوقت تسخين 2 ساعة ووقت تعليق 0. 5 ساعات.
(2) المعدات المساعدة.تشير المعدات المساعدة بشكل أساسي إلى آلة الدرفلة.يجب أن تكون آلة الدرفلة في عملية الإنتاج متزامنة مع تشغيل آلة البثق.عادة ، عندما تبدأ آلة بثق الألومنيوم ، بدأت آلة الدرفلة أيضًا في التحرك ، عند اكتمال بثق قضيب الألمنيوم ، يجب أن تستمر آلة الدرفلة في العمل بشكل مستقل حتى يتم دحرجة القلب تمامًا قبل التوقف ، أي آلة الدرفلة مع كلاهما. ربط آلة بثق الألومنيوم ، ولكن أيضًا على أساس الارتباط للعمل بشكل مستقل.يعتمد عمق التدحرج والميل بشكل أساسي على الكمية اللامتراكزة لسكين الدرفلة ، وما إذا كان يمكن تلبية المتطلبات القياسية هو مفتاح التحكم في السكين المتدحرج (المعروف أيضًا باسم حلقة التدحرج).
2 آلة بثق الألومنيوم ولحام قوس الأرجون مقارنة خصائص العمليتين
2. 1 مقارنة عملية إنتاج أنبوب الألومنيوم
عملية تغليف الألمنيوم اللحام بقوس الأرجون والبثق أعلاه لمعالجة غلاف الألمنيوم
العملية مختلفة تمامًا ، فهي تستخدم سمكًا موحدًا للوحة الألومنيوم ، من خلال التنظيف ، والقطع الدقيق ، والحزمة الطولية ، ولحام الأرجون القوسي ، والكشف عبر الإنترنت ، وعملية لف الحبوب لتحقيقها.يتم إجراء عملية اللحام TIG تحت حماية الأرجون والهيليوم ، مع لوحة الألومنيوم مثل القطب السالب وإلكترود التنغستن كقطب موجب ، عن طريق الجهد المنخفض والتيار العالي.يبلغ قطر طرف التنغستن 2 مم فقط ويتم نفخه باستمرار بواسطة الغاز الواقي إلى مفصل اللحام ، مما يزيل الحرارة بسرعة ويسمح لمنطقة اللحام بالتبريد بشكل متساوٍ وسريع ، بحيث لا يتأثر هيكل الكابل بشكل سلبي وفي نفس الوقت
يتم أيضًا تجنب أكسدة درجات الحرارة العالية لغمد الألومنيوم.
2.2 مقارنة بين التماس اللحام وعدم وجود غمد لحام تجعد لحام الأرجون القوسي بسبب وجود خط اللحام ، يعتقد الكثير من الناس أن خط اللحام سهل التكسير ، وعرض خط اللحام ، وسمك رفيع ، وقوة عند قلقون من اللحام ، وغمد الألمنيوم لحزمة البثق باستخدام عملية البثق ، لذلك لا يوجد قلق من التماس اللحام ؛ولكن من السهل أن تظهر عملية البثق ، فإن سماكة بثق غلاف الألومنيوم ليست موحدة ، وعملية اللحام بقوس الأرجون هي لسمك موحد لحام صفيحة الألمنيوم المدرفلة على البارد مسبقة الصنع ، خطأ سماكة غلاف الألمنيوم هو 0. 08 مم أو نحو ذلك ؛ثانيًا ، عملية بثق غلاف الألومنيوم إذا كانت درجة حرارة البثق والتحكم في سرعة البثق غير مناسبين ، بالإضافة إلى قذف أنبوب الألمنيوم غير المتكافئ ، فإن عملية البثق ستنتج تكسيرًا للغمد ، وعيوب رملية وعيوب أخرى ، في حين أن الأرجون عملية اللحام بالقوس الكهربائي نادرة مثل هذه المشاكل.
2. 3 مقارنة أداء الانحناء
سوف ينتج عن غلاف الألمنيوم المتكون من عملية لحام الأرغون القوسي عيوبًا مثل اللحامات المفقودة وسيحتاج إلى التصحيح في الوقت المناسب ، وبالتالي تشكيل تقاطع من اللحامات المرقعة وغير المرقعة.بمجرد أن يخضع الكابل لاختبار الانحناء ، تكون المنطقة عرضة للتشقق ويصعب اجتياز الاختبار.إذا تم وضع الكابل النهائي ، فإن أي تمزق في غلاف الألومنيوم سيعرض التشغيل الكامل للكابل للخطر.من ناحية أخرى ، فإن عملية بثق الألومنيوم مناسبة لإنتاج أطوال كبيرة من الكابلات الكاملة دون مشاكل اللحام واللحام.
3.4 يغطي استهلاك طاقة المعدات والتأثير البيئي لمقارنة معدات آلة البثق مساحة كبيرة وعالية التكلفة واستهلاك الطاقة ، في عملية الإنتاج ستنتج غازات أو سوائل حمضية وقلوية وغيرها من الغازات أو السوائل المسببة للتآكل ، وهناك خطر معين على البيئة .معدات اللحام بقوس الأرجون منخفضة التكلفة نسبيًا ، كما أن استهلاك الطاقة أقل أيضًا ، بالإضافة إلى الأضرار التي لحقت بأعين المشغل عند اللحام ، يكون التأثير على البيئة أيضًا قليلًا جدًا.
3 عيوب غلاف الألمنيوم المتجعد والحل
(1) أنبوب الألمنيوم به عيوب مثل التشقق ، عيون الرمل والشقوق الدقيقة.الأسباب الرئيسية لذلك هي: الضبط غير المناسب للأبعاد واختيار مواصفات القالب من قبل المشغل ؛معايرة غير صحيحة لنظام التحكم.الحل: أدخل الأبعاد الصحيحة ؛استبدل القالب بآخر مناسب ؛إعادة معايرة نظام التحكم.
(2) يبدو سطح أنبوب الألمنيوم مموجًا.الأسباب الرئيسية لذلك هي: تكوين صندوق القالب غير المتوازن ؛القوالب البالية والتالفة.التبريد غير الكافي أو غير المتكافئ.الحل: من خلال تعديل موضع القالب والشياق من أجل زيادة تدفق الألمنيوم ؛أو تعديل الفجوة بين قلب القالب وغطاء القالب من أجل موازنة تدفق الألومنيوم ؛استبدال القالب المكسور في الوقت المناسب ؛ضبط مياه التبريد.
(3) أنبوب الألمنيوم ليس مستديرًا ومسطحًا أو بيضاويًا.الأسباب: تركيب القالب غير الصحيح أو البلى والتلف ؛التبريد غير الكافي أو غير المتكافئ.الحل: ضبط أو استبدال القالب ؛ضبط مياه التبريد.
(4) سماكة غير متساوية لأنبوب الألومنيوم.الأسباب: الضبط غير السليم لقلب القالب وغطاء القالب ، الانحراف ؛تشوه القالب أو البلى أو الكسر.الحل: تصحيح الانحراف أو استبدال القالب.
(5) سطح أنبوب الألمنيوم معيب.
سطح أنبوب الألمنيوم مقشر ومسحوق.السبب هو الأكسدة أو أي تلوث آخر على سطح أنبوب الألمنيوم ، مثل الغبار والشحوم الملوثة ، والتنظيف غير الكامل.الحل: تعزيز تنظيف قضبان الألمنيوم لضمان جودة قضبان الألمنيوم.
يظهر نمط البثرة على سطح أنبوب الألمنيوم.والسبب في ذلك هو أن النفط أو الغاز يسببان تلوثًا لقضيب الألومنيوم الوارد.الحل: تحقق من كفاءة نظام التنظيف ونظافة قضيب الألمنيوم ؛تحقق مما إذا كان إدخال الهواء وإطلاقه طبيعيين.
عند بثق أنابيب الألمنيوم ، يظهر سطح لامع أولاً ، ثم يبرد إلى كتلة صلبة ويسقط جزئيًا.والسبب في ذلك هو أن قضيب الألمنيوم الوارد ذاب جزئيًا أثناء البثق.الحل: تحقق مما إذا كان تثبيت الأدوات صحيحًا ؛ما إذا كانت سرعة التغذية لقضيب الألمنيوم موحدة ومتسقة ؛تحقق مما إذا كان قضيب التغذية من الألومنيوم خاطئ.
توجد خدوش على سطح أنبوب الألمنيوم.السبب الرئيسي هو أن العفن تالف أو مكسور ، أو ملوث أو مؤكسد.الحل: استبدال القالب أو تنظيفه وتلميعه ؛تحقق من جودة قضيب الألمنيوم الوارد أو كفاءة نظام التنظيف.
تظهر خدوش منتظمة على سطح أنبوب الألمنيوم.السبب الرئيسي هو اهتزاز أنبوب الألمنيوم المبثوق في الاتجاه المحوري.الحل: تقصير لوحة التوصيل ، والتحقق من سبب مصدر الاهتزاز والقضاء عليه في الوقت المناسب.
(6) عندما تزداد سرعة البثق لأنبوب الألمنيوم ، تظهر علامات منتظمة على سطحه (غالبًا مع قفز غير طبيعي).والسبب في ذلك هو ارتفاع درجة حرارة القالب.الحل: تحقق مما إذا كان ضغط البثق عند التغذية معقولًا ، أو يمكنك تقليل سرعة العجلة بشكل مناسب ، أو ضبط نقطة ضبط تسخين القالب.
(7) تظهر أنماط منتظمة على سطح أنبوب الألمنيوم.والسبب في ذلك أن الطارد ينتج ظاهرة رنين.الحل: قم بتغيير سرعة عجلة البثق قليلاً.
(6) لف أو لف أنبوب الألمنيوم.والسبب في ذلك هو أن صندوق القوالب لم يتم تركيبه بشكل صحيح أو أن قضيب الألمنيوم المغذي خارج أخدود العجلة.الحل: تحقق مما إذا كانت الأدوات والمعدات مثبتة بشكل صحيح ؛زيادة أو تقليل حشوات صندوق القوالب بشكل مناسب للتأكد من أنها تتماشى مع محور خط الإنتاج ؛اضبط بكرات الختم ، أو تحقق مما إذا كان حجم قضيب الألمنيوم الوارد يلبي المتطلبات.
(7) ينتج الكثير من النفايات عند بثق قضبان الألومنيوم.الأسباب: الخلوص بين الرأس المتقاطع وعجلة البثق كبير جدًا ؛درجة حرارة الرأس مرتفعة جدًا أو منخفضة جدًا ؛نظافة قضيب الألمنيوم ليست عالية ؛موضع تثبيت الرأس غير صحيح.الحل: ضبط الفجوة ودرجة حرارة الرأس أو موضع وضع الرأس ؛تحقق من نظافة قضيب الألمنيوم للتغذية.
(8) عمق المتداول أنبوب الألومنيوم لا يلبي المتطلبات.الأسباب: يتم تعيين المعلمات المتعلقة بسكين المتداول بشكل غير صحيح ؛سكين الدرفلة كبير جدًا أو صغير جدًا ؛قالب مستقر ، قالب دليل أمامي وخلفي غير مناسب.الحل: إعادة ضبط المعلمات المتعلقة بسكين الدرفلة ؛استبدال سكين الدرفلة المناسبة ؛استبدل القالب.
4. الخلاصة
مع التطور السريع للاقتصاد ، سيؤدي حتما إلى ارتفاع حاد في الطلب على كابلات الطاقة عالية الجهد ، وكابلات الجهد العالي تستخدم في الغالب
لذلك ، فإن غلاف الألمنيوم المتجعد ، فإن البحث وتحسين عملية معالجة غلاف الألمنيوم المتجعد هو عمل مهم لتحسين جودة المنتج وتقليل تكاليف المنتج.في الوقت الحاضر ، هناك عمليتان مختلفتان لبثق ولحام أغلفة الألمنيوم المجعدة ، والتي لها خصائص مختلفة.يقدم هذا البحث بشكل أساسي عملية معالجة غلاف الألمنيوم المبثوق ، ويتم تقديم خصائص العمل ومتطلبات العملية وعيوب المنتج والحلول بالتفصيل للإشارة إلى الموظفين المعنيين.