

Wraz z ciągłą rozbudową sieci elektroenergetycznej wzrasta również zastosowanie wysokonapięciowych kabli zasilających z izolacją z usieciowanego polietylenu (zwanych dalej kablami wysokiego napięcia), a metalowa osłona zmarszczek w nich również przyciąga coraz większą uwagę .Metalowa pomarszczona aluminiowa osłona w kablach wysokiego napięcia ma za zadanie przenosić prąd zwarciowy kabla, promieniową wodoodporność i odporność na nacisk boczny, a obecny proces produkcyjny ma typ spawania wzdłużnego opakowania (spawanie łukiem argonowym) i ciągłe pakiet do wytłaczania i dwa inne typy.
W tym artykule omówiono głównie zastosowanie nowego sprzętu do formowania wytłaczanego aluminium (zwanego dalej maszyną do wytłaczania aluminium) procesu wytłaczania aluminiowego poszycia.Wytłaczarka różni się od prasy aluminiowej, jest to pręt aluminiowy przechodzący przez głowicę wytłaczarki w stanie stopionym podczas wytłaczania w wysokiej temperaturze, ponadto wyposażenie maszyny do wytłaczania nie jest tak duże jak prasa aluminiowa, miejsce produkcji jest również stosunkowo zadbane.
1 Proces wytłaczania poszycia aluminiowego
1.1 Proces powlekania wytłaczanego aluminium (patrz rysunek 1)
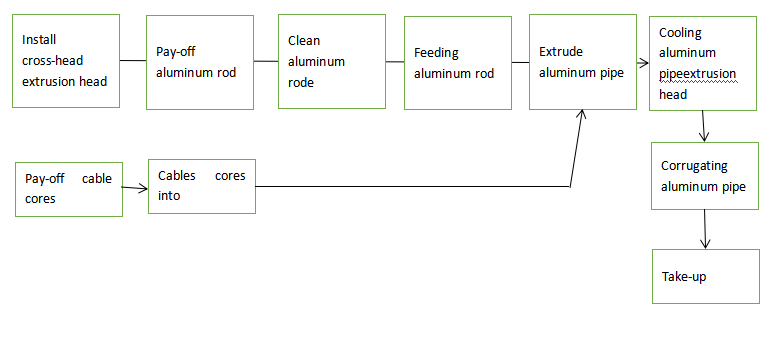
(Rysunek 1)
1. 2 charakterystyka pracy poszycia z wytłaczanego aluminium z wytłaczarką Zasadą działania poszycia z wytłaczanego aluminium jest pręt aluminiowy w wysokiej temperaturze 500 ° C lub wyższej do stanu stopionego lub półstopionego, za pomocą wytłaczarki wytłaczanej do aluminiowej rury owiniętej izolowanym drutem rdzeń.Wiele osób porówna wytłaczarkę aluminiową z wytłaczarką, ale w rzeczywistości mają one bardzo niewiele wspólnego.Obecnie mimośrodowość wytłaczarki aluminiowej nie może być regulowana online po jej zainstalowaniu, co wymaga regulacji mimośrodu w czasie instalacji.Najwcześniejsze maszyny do wytłaczania aluminium miały połączone i zsynchronizowane maszyny odbierające i obracające, a każdy problem z jednym z nich mógł prowadzić do przestojów.Jednak wielu producentów wprowadziło teraz ulepszenia, dzięki którym te dwa urządzenia pomocnicze mogą działać niezależnie, unikając przestojów układu zawieszenia.
1. 2. 1 Wymagania dotyczące prętów aluminiowych i czyszczenia
(1) Wymagania dotyczące prętów aluminiowych.Pręty aluminiowe są dostępne w średnicach 12,0 mm i 15,0 mm, produkowane metodą ciągłego odlewania i walcowania, o rezystywności nie większej niż 0,02785 Ω.mm2/m przy 20 °C, wytrzymałości na rozciąganie 80 do 95 MPa i wydłużenie nie mniejsze niż 12%.Pręty aluminiowe można prasować na zimno i zespawać ze sobą, ale połączenia muszą być wypolerowane na gładko i zaokrąglone.Czystość powierzchni pręta aluminiowego jest bardzo ważna i bezpośrednio wpływa na jakość wytłaczania rury aluminiowej.Powierzchnia pręta aluminiowego powinna być wolna od wad, takich jak zatłuszczenia, wystrzępione krawędzie, błędne zaokrąglenia, pęknięcia, wtrącenia, załamania i inne uszkodzenia szkodliwe w użytkowaniu, otarcia mechaniczne, blizny, wżery, naskórki lub wystające krawędzie, które mogą zatrzymywać pył i inne nieczyste substancje.Pręty aluminiowe wytwarzane metodą ciągłego odlewania i walcowania powinny być starannie ułożone w szalkach lub wiązkach, ale wszystkie muszą zapewniać możliwość łatwego wyładunku;jeśli linia przerywana pojawi się podczas procesu rozruchu, nie można zagwarantować ciągłego wytłaczania rur aluminiowych.
(2) Wymagania dotyczące czyszczenia prętów aluminiowych.Czyszczenie pręta aluminiowego ma głównie na celu zapewnienie jakości pręta aluminiowego w maszynie do wytłaczania, czyszczenie stosuje się głównie w ultradźwiękach w skrzynce czyszczącej z kwasem, roztworem alkalicznym i wodą w celu oczyszczenia zanieczyszczeń na powierzchni aluminium pręt.Ogólna sekwencja czyszczenia to zbiornik ługu - zbiornik ługu - zbiornik czystej wody - zbiornik kwasu - zbiornik czystej wody.W celu uzyskania lepszych efektów czyszczenia wszystkie zbiorniki wyposażone są w urządzenia grzewcze, a temperatura kwasu, ługu i wody czyszczącej musi zostać podgrzana do 70°C przed uruchomieniem maszyny i utrzymywana w tej temperaturze przez cały proces produkcyjny.Stężenie roztworu kwasu i zasady ma duży wpływ na efekt czyszczenia prętów aluminiowych.Ogólnym wymaganiem jest, aby stężenie roztworu alkalicznego wynosiło 30%, a roztworu kwasu 3% (oba wagowo).Zwykle im wyższe stężenie, tym większa szybkość reakcji i szybkość wytrącania się zanieczyszczeń.Ponieważ stężenie kwasu i zasady zmniejsza się z czasem, należy odpowiednio dodać kwasu i zasady zgodnie z wynikami testu stężenia.
1. 2. 2 Montaż głowicy ekstrudera do aluminium
Głowica wytłaczarki aluminiowej jest głowicą krzyżową i musi być pomyślnie zmontowana za jednym razem.Najważniejszym ogniwem jest montaż tulei rdzenia matrycy, dlatego bardzo ważne jest wyregulowanie położenia tulei rdzenia matrycy.Po zmontowaniu tulei rdzenia matrycy jedynym sposobem sprawdzenia powodzenia montażu jest poczekanie na wyciskanie rury aluminiowej, a dostosowanie okrągłości i nierównej grubości podczas procesu wytłaczania jest bardzo trudne.Często wytłaczane rury aluminiowe są czasami nieokrągłe (płaskie lub owalne) i ekscentryczne (nierówna grubość).Z doświadczenia wynika, że kluczem do montażu rdzenia matrycy i tulei matrycy jest szczelina między nimi
oraz długość paska rozmiarowego.Szczelina między rdzeniem matrycy a tuleją matrycy (góra, dół, lewa i prawa) jest regulowana głównie za pomocą ośmiu nakrętek pozycjonujących, które muszą zapewniać, że rdzeń utrzymuje tę samą szczelinę między górą, dołem, lewą i prawą stroną, co określa mimośrodowość z wytłaczanej rury aluminiowej;długość taśmy klejącej określa okrągłość wytłaczanej rury aluminiowej.Wytłaczane rury aluminiowe są bardziej zaokrąglone.Krótko mówiąc, wewnętrzne ciśnienie wytłaczania jest redukowane tak bardzo, jak to możliwe.
Wyniki wytłaczania są zwykle lepsze w przypadku mniejszych pasm klejących.
1.3 Przygotowanie osłon z wyciskanego aluminium i ich wyposażenia pomocniczego
(1) wytłaczane aluminiowe poszycie na początku prac przygotowawczych.Przed uruchomieniem wytłaczarkę należy podgrzać do temperatury 500-525°C, temperatura jest zbyt wysoka lub zbyt niska do wytłaczania rur aluminiowych.Mimo że głowica wytłaczarki aluminiowej jest wyposażona w grzałkę, to i tak musi być ona ściśle kontrolowana, zwykle z czasem nagrzewania 2 h i czasem przetrzymania 0,5 h.
(2) Wyposażenie pomocnicze.Wyposażenie pomocnicze odnosi się głównie do walcarki.Walcarka w procesie produkcyjnym musi być zsynchronizowana z pracą ekstruzji.Zwykle, gdy maszyna do wytłaczania aluminium zaczyna się obracać, maszyna również zaczyna się poruszać, gdy wytłaczanie pręta aluminiowego jest zakończone, maszyna do walcowania musi kontynuować pracę niezależnie, aż rdzeń zostanie całkowicie zwinięty przed zatrzymaniem, to znaczy maszyna do walcowania zarówno z połączenie maszyny do wytłaczania aluminium, ale także na podstawie połączenia do niezależnej pracy.Głębokość i skok toczenia zależy głównie od mimośrodowej wielkości noża tocznego, to, czy można spełnić standardowe wymagania, jest kluczem do kontroli noża tocznego (znanego również jako pierścień toczny).
2 Maszyna do wytłaczania aluminium i porównanie właściwości obu procesów spawania łukiem argonowym
2. 1 Porównanie procesu produkcji rur aluminiowych
Proces poszycia aluminiowego do spawania łukiem argonowym i powyższe wytłaczanie obróbki poszycia aluminiowego
Proces jest zupełnie inny, jego użycie jednolitej grubości blachy aluminiowej, poprzez czyszczenie, precyzyjne cięcie, pakowanie wzdłużne, spawanie łukiem argonowym, wykrywanie online, proces walcowania ziarna do osiągnięcia.Proces spawania TIG odbywa się w osłonie argonu i helu, z płytą aluminiową jako elektrodą ujemną i elektrodą wolframową jako elektrodą dodatnią, za pomocą niskiego napięcia i wysokiego prądu.Wolframowa końcówka ma tylko 2 mm średnicy i jest stale wdmuchiwana przez gaz ochronny do złącza spawanego, co szybko odprowadza ciepło i umożliwia równomierne i szybkie schłodzenie obszaru spawania, dzięki czemu nie ma to negatywnego wpływu na strukturę kabla i przy o tym samym czasie
unika się również utleniania aluminiowej osłony w wysokiej temperaturze.
2.2 Porównanie szwu spawalniczego i braku szwu spawalniczego argon-łuk spawalniczy marszczy aluminiową osłonę z powodu istnienia szwu spawalniczego, wiele osób uważa, że szew spawalniczy jest łatwy do pęknięcia, a szerokość szwu spawalniczego, cienka grubość, wytrzymałość na spawanie jest zmartwione, a aluminiowa osłona do wytłaczania za pomocą procesu wytłaczania, więc nie ma obaw o szew spawalniczy;ale proces wytłaczania jest łatwy do pojawienia się grubość wytłaczania osłony aluminiowej nie jest jednolita, a proces spawania łukiem argonowym ma jednolitą grubość prefabrykowanej blachy aluminiowej walcowanej na zimno Spawanie, błąd grubości osłony aluminiowej wynosi tylko 0,08 mm lub więcej;Po drugie, proces wytłaczania osłony aluminiowej, jeśli temperatura wytłaczania i kontrola prędkości wytłaczania nie są odpowiednie, a także wytłaczanie nierównej grubości rury aluminiowej, proces wytłaczania spowoduje pękanie osłony, oczy piaskowe i inne defekty, podczas gdy argon proces spawania łukowego jest rzadkością takich problemów.
2. 3 Porównanie wydajności zginania
Osłona aluminiowa utworzona w procesie spawania łukiem argonowym nieuchronnie spowoduje wady, takie jak brakujące spoiny i będzie wymagała łatania na czas, tworząc w ten sposób przecięcie spoin łatanych i nie łatanych.Po poddaniu kabla próbie zginania, obszar ten jest podatny na pękanie i trudno przejść test pomyślnie.W przypadku ułożenia gotowego kabla pęknięcie aluminiowej osłony zagrozi kompletnemu działaniu kabla.Z drugiej strony proces wytłaczania aluminium nadaje się do produkcji dużych długości kompletnych kabli bez problemów związanych ze spawaniem i zgrzewaniem punktowym.
3.4 Zużycie energii przez sprzęt i wpływ na środowisko porównania wyposażenia maszyny do wytłaczania obejmuje obszar o dużym, wysokim koszcie zużycia energii, w procesie produkcyjnym powstają kwasy, zasady i inne żrące gazy lub ciecze, istnieje pewne zagrożenie dla środowiska .A sprzęt do spawania łukiem argonowym jest stosunkowo znacznie tańszy, zużycie energii jest również mniejsze, oprócz uszkodzenia oczu operatora podczas spawania, wpływ na środowisko jest również bardzo niewielki.
3 Pomarszczone aluminiowe poszycie typowych wad i rozwiązania
(1) Rura aluminiowa ma wady, takie jak pęknięcia, oczka piasku i drobne szczeliny.Głównymi tego przyczynami są: niewłaściwe ustawienie wymiarów i dobór specyfikacji formy przez operatora;nieprawidłowa kalibracja układu sterowania.Rozwiązanie: Wprowadź prawidłowe wymiary;wymienić formę na odpowiednią;ponownie skalibrować układ sterowania.
(2) Powierzchnia rurki aluminiowej wygląda na pofałdowaną.Głównymi tego przyczynami są: niezrównoważona konfiguracja skrzyni formy;zużyte i uszkodzone formy;niewystarczające lub nierówne chłodzenie.Rozwiązanie: Dostosowując pozycję formy i trzpienia w celu zwiększenia przepływu aluminium;lub regulowanie szczeliny pomiędzy rdzeniem formy a tuleją formy w celu zrównoważenia przepływu aluminium;wymiana zepsutej formy na czas;regulacja wody chłodzącej.
(3) Rura aluminiowa nie jest okrągła i jest płaska lub owalna.Przyczyny: Nieprawidłowa instalacja formy lub zużycie i uszkodzenie;niewystarczające lub nierówne chłodzenie.Rozwiązanie: Wyreguluj lub wymień formę;wyregulować wodę chłodzącą.
(4) Nierówna grubość rury aluminiowej.Przyczyny: Niewłaściwa regulacja rdzenia formy i tulei formy, mimośrodowość;odkształcenie formy, zużycie lub pęknięcie.Rozwiązanie: skoryguj mimośrodowość lub wymień formę.
(5) Powierzchnia rury aluminiowej jest uszkodzona.
① Powierzchnia rury aluminiowej jest oczyszczona i posypana proszkiem.Przyczyną jest utlenianie lub inne zanieczyszczenia na powierzchni rury aluminiowej, takie jak zanieczyszczony kurz i tłuszcz oraz niepełne czyszczenie.Rozwiązanie: Wzmocnij czyszczenie prętów aluminiowych, aby zapewnić jakość prętów aluminiowych.
② Na powierzchni aluminiowej rurki pojawia się wzór pęcherzy.Powodem tego jest to, że olej lub gaz powoduje zanieczyszczenie wchodzącego pręta aluminiowego.Rozwiązanie:Sprawdź skuteczność systemu czyszczącego i czystość pręta aluminiowego;sprawdź, czy wlot i wylot powietrza są prawidłowe.
③ Podczas wytłaczania rur aluminiowych najpierw pojawia się błyszcząca powierzchnia, następnie stygnie do twardej masy i częściowo odpada.Powodem tego jest to, że dostarczany pręt aluminiowy częściowo stopił się podczas wytłaczania.Rozwiązanie: Sprawdź, czy instalacja narzędzi jest prawidłowa;czy prędkość podawania dwóch prętów aluminiowych jest jednolita i spójna;sprawdź, czy aluminiowy pręt zasilający jest nieprawidłowy.
④ Na powierzchni rury aluminiowej widoczne są zadrapania.Głównym powodem jest to, że forma jest uszkodzona lub złamana, albo jest zanieczyszczona lub utleniona.Rozwiązanie: wymień lub wyczyść i wypoleruj formę;sprawdzić jakość przychodzącego pręta aluminiowego lub wydajność systemu czyszczącego.
⑤ Na powierzchni rury aluminiowej pojawiają się regularne rysy.Główną przyczyną są drgania wytłaczanej rury aluminiowej w kierunku osiowym.Rozwiązanie: skróć płytkę przyłączeniową, sprawdź przyczynę źródła drgań i wyeliminuj ją na czas.
(6) Gdy prędkość wytłaczania rury aluminiowej wzrasta, na jej powierzchni pojawiają się regularne ślady (często z nieprawidłowymi skokami).Powodem tego jest przegrzanie formy.Rozwiązanie: Sprawdź, czy ciśnienie wytłaczania podczas podawania jest rozsądne, możesz odpowiednio zmniejszyć prędkość koła lub dostosować nastawę ogrzewania matrycy.
(7) Na powierzchni rurki aluminiowej pojawiają się regularne wzory.Powodem tego jest to, że wytłaczarka wytwarza zjawisko rezonansu.Rozwiązanie: Nieznacznie zmień prędkość koła wytłaczającego.
(6) Zwijanie lub skręcanie rurki aluminiowej.Powodem tego jest to, że skrzynka matrycy nie jest prawidłowo zainstalowana lub aluminiowy pręt podający wystaje z rowka koła.Rozwiązanie: Sprawdź, czy oprzyrządowanie i sprzęt są prawidłowo zainstalowane;odpowiednio zwiększyć lub zmniejszyć podkładki w skrzynce matrycy, aby upewnić się, że jest ona zgodna z osią linii produkcyjnej;wyreguluj rolki tłoczące lub sprawdź, czy rozmiar przychodzącego pręta aluminiowego spełnia wymagania.
(7) Podczas wytłaczania prętów aluminiowych powstaje zbyt dużo odpadów.Przyczyny: Prześwit między głowicą poprzeczną a kołem wytłaczającym jest zbyt duży;temperatura głowy jest zbyt wysoka lub zbyt niska;czystość pręta aluminiowego nie jest wysoka;położenie montażowe głowicy jest nieprawidłowe.Rozwiązanie: dostosuj szczelinę i temperaturę głowicy lub pozycję umieszczenia głowicy;sprawdzić czystość pręta aluminiowego podającego.
(8) głębokość walcowania rur aluminiowych nie spełnia wymagań.Przyczyny: parametry związane z nożem rolkowym są ustawione nieprawidłowo;nóż toczny jest za duży lub za mały;stabilna matryca, przednia i tylna matryca prowadząca nie jest odpowiednia.Rozwiązanie: zresetuj parametry związane z nożem rolkowym;wymienić odpowiedni nóż toczny;wymienić formę.
4. Wniosek
Wraz z szybkim rozwojem gospodarki nieuchronnie nastąpi gwałtowny wzrost zapotrzebowania na kable elektroenergetyczne wysokiego napięcia, a kable wysokiego napięcia są najczęściej stosowane
Pomarszczona osłona aluminiowa, dlatego badania i doskonalenie procesu przetwarzania pomarszczonej osłony aluminiowej są ważną pracą mającą na celu poprawę jakości produktu i obniżenie kosztów produktu.Obecnie istnieją dwa różne procesy wytłaczania i spawania pomarszczonych osłon aluminiowych, które mają różne właściwości.Ten artykuł przedstawia głównie proces przetwarzania wytłaczanego poszycia aluminiowego, jego charakterystykę pracy, wymagania procesowe, wady produktu i rozwiązania są szczegółowo przedstawione w celach informacyjnych dla odpowiedniego personelu.