

С непрерывным расширением энергосистемы применение высоковольтных силовых кабелей с изоляцией из сшитого полиэтилена (далее высоковольтные кабели) также увеличивается, и металлическая гофрированная оболочка в них также привлекает все большее внимание. .Металлическая гофрированная алюминиевая оболочка в высоковольтных кабелях играет роль переноса тока короткого замыкания кабеля, радиальной гидроизоляции и устойчивости к боковому давлению, а текущий производственный процесс имеет тип продольной пакетной сварки (аргонно-дуговая сварка) и непрерывный экструзионный пакет и два других типа.
В этой статье в основном обсуждается использование нового оборудования для формования экструдированного алюминия (далее именуемого как машина для экструдированного алюминия) в процессе экструдированного алюминиевого покрытия.Экструзионная машина отличается от алюминиевого пресса, это алюминиевый стержень, проходящий через головку экструзионной машины в расплавленном состоянии при высокотемпературном экструзионном формовании, кроме того, оборудование экструзионной машины не такое большое, как алюминиевый пресс, производственная площадка также относительно аккуратно.
1 Процесс прессования алюминиевой обшивки
1.1 Процесс экструдированного алюминиевого покрытия (см. рис. 1)
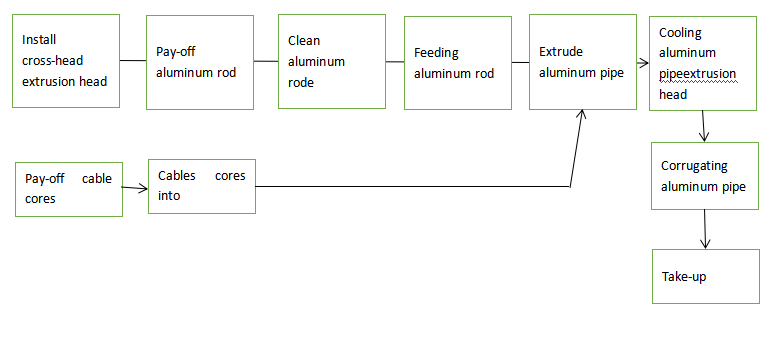
(Фигура 1)
1. 2 рабочие характеристики экструдированной алюминиевой оболочки с экструзионной машиной экструзионная алюминиевая оболочка принцип работы заключается в том, что алюминиевый стержень подвергается воздействию высокой температуры 500 ° C или более до расплавленного или полурасплавленного состояния с помощью экструзионной машины, экструдированной в алюминиевую трубу, обернутую в изолированную проволоку. основной.Многие сравнивают алюминиевый экструдер с экструдером, но на самом деле между ними очень мало общего.В настоящее время эксцентриситет алюминиевого экструдера нельзя регулировать в режиме онлайн после его установки, что требует регулировки эксцентриситета во время установки.У самых первых алюминиевых экструдеров приемные и раздаточные машины, а также прокатные машины были связаны и синхронизированы, и любая проблема с одной из них могла привести к простою.Однако сейчас многие производители внесли усовершенствования, чтобы эти два вспомогательных устройства могли работать независимо, избегая простоя рычажного механизма.
1. 2. 1 Требования к алюминиевым стержням и очистке
(1) Требования к алюминиевым стержням.Прутки алюминиевые выпускаются диаметром 12,0 мм и 15,0 мм, изготавливаемые методом непрерывного литья и прокатки, с удельным сопротивлением не более 0,02785 Ом.мм2/м при 20 °С, пределом прочности 80 до 95 МПа и относительным удлинением не менее 12%.Алюминиевые стержни можно подвергать холодной штамповке и сваривать друг с другом, но стыки должны быть отшлифованы до гладкости и закруглены.Чистота поверхности алюминиевого стержня очень важна и напрямую влияет на качество экструзии алюминиевой трубы.Поверхность алюминиевого стержня не должна иметь дефектов, таких как жир, потертости краев, неправильное закругление, трещины, включения, изломы и другие дефекты, вредные для эксплуатации, механические потертости, рубцы, ямки, шелушение или отлетающие кромки, которые могут сохраняться. пыль и другие нечистые вещества.Алюминиевые стержни, произведенные методом непрерывного литья и прокатки, должны быть аккуратно уложены в поддоны или связки, но все должно обеспечивать возможность их легкой разгрузки;если в процессе запуска возникает прерывистая линия, непрерывная экструзия алюминиевых труб не может быть гарантирована.
(2) Требования к очистке алюминиевых стержней.Очистка алюминиевого стержня в основном предназначена для обеспечения качества алюминиевого стержня в экструзионной машине, очистка в основном используется в ультразвуковой камере для очистки с кислотой, щелочным раствором и водой для очистки от примесей на поверхности алюминия. стержень.Общая последовательность очистки: бак для щелочи — бак для щелочи — бак для чистой воды — бак для кислоты — бак для чистой воды.Для достижения лучших результатов очистки все баки оборудованы нагревательными устройствами, а температура кислоты, щелочи и воды для очистки должна быть нагрета до 70°C перед запуском машины и поддерживаться при этой температуре в течение всего производственного процесса.Концентрация раствора кислоты и щелочи оказывает большое влияние на эффект очистки алюминиевого стержня.Общее требование состоит в том, что концентрация раствора щелочи должна быть 30%, а раствора кислоты 3% (оба по весу).Обычно, чем выше концентрация, тем выше скорость реакции и скорость осаждения примесей.Поскольку концентрация кислоты и щелочи со временем уменьшается, добавьте кислоту и щелочь по мере необходимости в соответствии с результатами проверки концентрации.
1. 2. 2 Сборка головки алюминиевого экструдера
Головка алюминиевого экструдера представляет собой крестообразную головку и должна быть успешно собрана за один раз.Наиболее важным звеном является сборка втулки сердечника матрицы, поэтому очень важно отрегулировать положение втулки сердечника матрицы.После того, как втулка сердечника матрицы собрана, единственный способ проверить успех сборки — дождаться экструзии алюминиевой трубки, и очень сложно отрегулировать округлость и неравномерность толщины в процессе экструзии.Часто экструдированные алюминиевые трубы бывают некруглыми (плоскими или овальными) и эксцентричными (неравномерной толщины).Исходя из опыта, ключом к сборке сердечника штампа и гильзы штампа является зазор между двумя
и длина калибровочной ленты.Зазор между сердечником матрицы и втулкой матрицы (верхняя, нижняя, левая и правая) в основном регулируется восемью установочными гайками, которые должны гарантировать, что сердечник сохраняет одинаковый зазор между верхней, нижней, левой и правой частями, что определяет эксцентриситет. из экструдированной алюминиевой трубы;длина калибровочной ленты определяет округлость экструдированной алюминиевой трубы.Экструдированные алюминиевые трубы имеют более округлую форму.Короче говоря, внутреннее давление экструзии максимально снижено.
Результаты экструзии обычно лучше при меньших калибровочных лентах.
1. 3 Подготовка экструдированных алюминиевых оболочек и вспомогательного оборудования к ним
(1) экструдированная алюминиевая обшивка в начале подготовительных работ.Перед запуском экструзионную машину необходимо нагреть до 500-525 °С, температура слишком высокая или слишком низкая для экструзии алюминиевых труб.Хотя головка алюминиевого экструдера снабжена нагревателем, его все же необходимо строго контролировать, обычно при времени нагрева 2 ч и времени выдержки 0,5 ч.
(2) Вспомогательное оборудование.Вспомогательное оборудование в основном относится к прокатному станку.Прокатная машина в производственном процессе должна быть синхронизирована с работой экструзионной машины.Обычно, когда машина для экструзии алюминия начинает работу, машина для прокатки также начинает двигаться, когда экструзия алюминиевого стержня завершена, машина для прокатки должна продолжать работать независимо до тех пор, пока сердечник не будет полностью прокатан перед остановкой, то есть машина для прокатки как с соединение алюминиевой экструзионной машины, но и на основе соединения для самостоятельной работы.Глубина прокатки и шаг в основном зависят от эксцентриситета прокатного ножа, возможность выполнения стандартных требований является ключом к управлению прокатным ножом (также известным как катящееся кольцо).
2 Машина для экструзии алюминия и аргонно-дуговая сварка, сравнение характеристик двух процессов
2. 1 Сравнение процесса производства алюминиевых труб
Процесс аргонно-дуговой сварки алюминиевой обшивки и описанная выше экструзия алюминиевой обшивки
Процесс совершенно другой, он использует равномерную толщину алюминиевой пластины, путем очистки, прецизионной резки, продольной упаковки, аргонно-дуговой сварки, онлайн-обнаружения, процесса прокатки зерна для достижения.Процесс сварки TIG осуществляется под защитой аргона и гелия, с алюминиевой пластиной в качестве отрицательного электрода и вольфрамовым электродом в качестве положительного электрода, с помощью низкого напряжения и высокого тока.Вольфрамовый наконечник имеет диаметр всего 2 мм и непрерывно обдувается защитным газом к сварному соединению, что быстро отводит тепло и позволяет области сварки равномерно и быстро охлаждаться, так что конструкция кабеля не подвергается неблагоприятному воздействию и при в то же время
также предотвращается высокотемпературное окисление алюминиевой оболочки.
2.2 Сравнение сварного шва и отсутствия сварного шва при аргонно-дуговой сварке сморщивается алюминиевая оболочка из-за наличия сварного шва, многие думают, что сварной шов легко растрескивается, а ширина сварного шва, тонкая толщина, прочность на беспокоит сварка, и экструзионная упаковка алюминиевой оболочки с использованием процесса экструзии, поэтому нет беспокойства по сварному шву;но процесс экструзии легко проявляется в том, что толщина экструзии алюминиевой оболочки не является однородной, а процесс аргонно-дуговой сварки заключается в равномерной толщине сборной холоднокатаной алюминиевой пластины. Сварка, погрешность толщины алюминиевой оболочки составляет всего 0,08 мм или около того;Во-вторых, процесс экструзии алюминиевой оболочки, если контроль температуры и скорости экструзии не подходит, а также экструзия неравномерной толщины алюминиевой трубы, процесс экструзии приведет к растрескиванию оболочки, образованию песка и другим дефектам, в то время как аргон процесс дуговой сварки редко такие проблемы.
2. 3 Сравнение производительности на изгиб
Алюминиевая оболочка, сформированная в процессе аргонно-дуговой сварки, неизбежно приведет к дефектам, таким как пропуски сварных швов, и их необходимо будет вовремя залатать, таким образом образуя пересечение сварных швов с заплатами и без заплат.После того, как кабель был подвергнут испытанию на изгиб, участок склонен к растрескиванию, и его трудно пройти.При прокладке готового кабеля разрыв алюминиевой оболочки поставит под угрозу полную работоспособность кабеля.С другой стороны, процесс экструзии алюминия подходит для производства кабелей большой длины без проблем, связанных со сваркой и заплаткой.
3.4 Энергопотребление оборудования и воздействие на окружающую среду по сравнению с оборудованием для экструзионных машин охватывает область большого, дорогого, энергопотребления, в процессе производства будут выделяться кислоты, щелочи и другие агрессивные газы или жидкости, существует определенная опасность для окружающей среды. .И оборудование для аргонно-дуговой сварки относительно намного дешевле, потребление энергии также меньше, помимо повреждения глаз оператора при сварке, воздействие на окружающую среду также очень мало.
3 Распространенные дефекты мятой алюминиевой обшивки и решение
(1) Алюминиевая трубка имеет такие дефекты, как трещины, песочные глазки и тонкие щели.Основными причинами этого являются: неправильная установка размеров и выбор спецификаций формы оператором;неправильная калибровка системы управления.Решение: введите правильные размеры;заменить форму на подходящую;перекалибровать систему управления.
(2) Поверхность алюминиевой трубки кажется гофрированной.Основными причинами этого являются: несбалансированная конфигурация опоки;изношенные и поврежденные формы;недостаточное или неравномерное охлаждение.Решение: регулируя положение пресс-формы и оправки, чтобы увеличить поток алюминия;или регулировка зазора между сердечником формы и гильзой формы, чтобы сбалансировать поток алюминия;своевременная замена сломанной формы;регулировка охлаждающей воды.
(3) Алюминиевая трубка не круглая, а плоская или овальная.Причины: неправильная установка пресс-формы или износ и повреждение;недостаточное или неравномерное охлаждение.Решение: отрегулируйте или замените пресс-форму;отрегулировать охлаждающую воду.
(4) Неравномерная толщина алюминиевой трубки.Причины: неправильная регулировка стержня формы и втулки формы, эксцентриситет;деформация формы, износ или поломка.Решение: исправить эксцентриситет или заменить пресс-форму.
(5) Поверхность алюминиевой трубки имеет дефекты.
① Поверхность алюминиевой трубки зачищена и покрыта порошком.Причиной является окисление или другие загрязнения на поверхности алюминиевой трубки, такие как загрязнение пылью и жиром, а также неполная очистка.Решение: усилить очистку алюминиевых стержней, чтобы обеспечить качество алюминиевых стержней.
② На поверхности алюминиевой трубки появляются пузыри.Причина этого в том, что нефть или газ загрязняют входящий алюминиевый стержень.Решение: Проверить эффективность системы очистки и чистоту алюминиевого стержня;проверьте, в норме ли подача и выпуск воздуха.
③ При экструзии алюминиевых труб сначала появляется блестящая поверхность, затем она остывает до твердой массы и частично отпадает.Причина этого в том, что поступающий алюминиевый стержень частично расплавился во время экструзии.Решение: проверьте правильность установки оснастки;является ли скорость подачи двух алюминиевых стержней одинаковой и постоянной;проверьте правильность подачи алюминиевого стержня.
④ На поверхности алюминиевой трубки есть царапины.Основная причина в том, что форма повреждена или сломана, загрязнена или окислена.Решение: Замените или очистите и отполируйте форму;проверить качество поступающего алюминиевого стержня или эффективность системы очистки.
⑤ На поверхности алюминиевой трубки появляются регулярные царапины.Основной причиной является вибрация прессованной алюминиевой трубы в осевом направлении.Решение: укоротить соединительную пластину, проверить причину источника вибрации и вовремя ее устранить.
(6) При увеличении скорости экструзии алюминиевой трубки на ее поверхности появляются регулярные следы (часто с аномальными скачками).Причиной этого является перегрев пресс-формы.Решение: проверьте, является ли давление экструзии при подаче приемлемым, вы можете соответствующим образом уменьшить скорость колеса или отрегулировать уставку нагрева матрицы.
(7) На поверхности алюминиевой трубки появляются регулярные узоры.Причина этого в том, что экструдер создает явление резонанса.Решение: Немного измените скорость экструзионного колеса.
(6) Скручивание или скручивание алюминиевой трубки.Причина этого в том, что коробка матрицы установлена неправильно или подающий алюминиевый стержень находится вне канавки колеса.Решение: проверьте правильность установки инструментов и оборудования;соответствующим образом увеличить или уменьшить прокладки коробки матрицы, чтобы убедиться, что она находится на одной линии с осью производственной линии;отрегулируйте штамповочные ролики или проверьте, соответствует ли размер поступающего алюминиевого стержня требованиям.
(7) При экструзии алюминиевых стержней образуется слишком много отходов.Причины: зазор между траверсой и экструзионным колесом слишком велик;температура головы слишком высокая или слишком низкая;чистота алюминиевого стержня невысокая;положение установки головки неправильное.Решение: отрегулируйте зазор и температуру головки или положение размещения головки;проверить чистоту алюминиевого стержня подачи.
(8) глубина прокатки алюминиевых труб не соответствует требованиям.Причины: неправильно установлены параметры, связанные с раскатывающим ножом;раскатывающий нож слишком большой или слишком маленький;стабильная матрица, передняя и задняя направляющая матрица не подходят.Решение: сбросить параметры, связанные с раскатывающим ножом;заменить соответствующий прокатный нож;заменить пресс-форму.
4. Вывод
С быстрым развитием экономики неизбежно произойдет резкий рост спроса на высоковольтные силовые кабели, и в основном используются высоковольтные кабели.
Морщинистая алюминиевая оболочка, поэтому исследование и совершенствование процесса обработки морщинистой алюминиевой оболочки является важной работой по улучшению качества продукции и снижению себестоимости продукции.В настоящее время существует два разных процесса экструзии и сварки гофрированных алюминиевых оболочек, которые имеют разные характеристики.Этот документ в основном знакомит с процессом обработки экструдированного алюминиевого покрытия, его рабочими характеристиками, технологическими требованиями, дефектами продукта и решениями для справки соответствующего персонала.