

Com a expansão contínua da rede elétrica, a aplicação de cabos de energia isolados de polietileno reticulado de alta tensão (doravante denominados cabos de alta tensão) também está aumentando, e a bainha de enrugamento de metal neles também está atraindo cada vez mais atenção .A bainha de alumínio enrugado metálico em cabos de alta tensão tem como função suportar a corrente de curto-circuito do cabo, impermeabilização radial e resistência à pressão lateral, sendo que o processo de produção atual possui um pacote de soldagem longitudinal do tipo (argônio) e contínuo pacote de extrusão e outros dois tipos.
Este artigo discute principalmente o uso do novo equipamento de conformação de alumínio extrudado (doravante denominado máquina de alumínio extrudado) processo de revestimento de alumínio extrudado.A máquina de extrusão é diferente da prensa de alumínio, é a haste de alumínio através da cabeça da máquina de extrusão no estado fundido de moldagem por extrusão de alta temperatura, além disso, o equipamento da máquina de extrusão não é tão grande quanto a prensa de alumínio, o local de produção também é relativamente limpo.
1 O processo de extrusão de revestimento de alumínio
1.1 Processo de revestimento de alumínio extrudado (ver Figura 1)
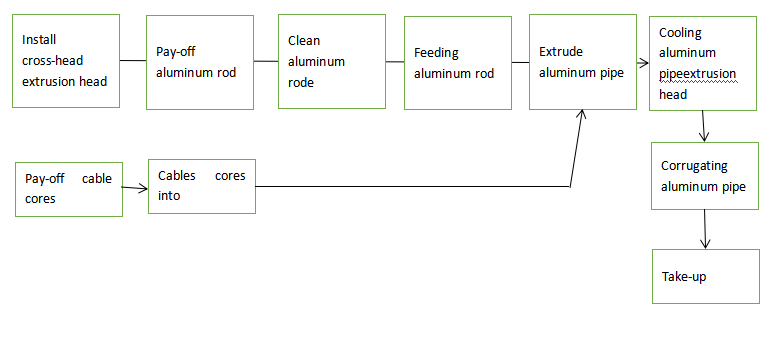
(Figura 1)
1. 2 características de trabalho de revestimento de alumínio extrudado com máquina de extrusão O princípio de trabalho do revestimento de alumínio de extrusão é a haste de alumínio através da alta temperatura de 500 ° C ou mais para o estado fundido ou semi-fundido, pela máquina de extrusão extrudada em tubo de alumínio envolto em fio isolado essencial.Muitas pessoas irão comparar a extrusora de alumínio com a extrusora, mas na verdade há muito pouco em comum entre as duas.Atualmente, a excentricidade de uma extrusora de alumínio não pode ser ajustada online depois de instalada, o que exige que a excentricidade seja ajustada no momento da instalação.As primeiras extrusoras de alumínio tinham suas máquinas de bobinagem e desbobinamento e padrão de laminação conectadas e sincronizadas, e qualquer problema com uma delas poderia levar a paralisações.No entanto, muitos fabricantes já fizeram melhorias para que esses dois dispositivos auxiliares possam atuar de forma independente, evitando paradas de ligação.
1. 2. 1 Requisitos para hastes de alumínio e limpeza
(1) Requisitos para hastes de alumínio.As hastes de alumínio estão disponíveis nos diâmetros de 12,0 mm e 15,0 mm, produzidas por fundição e laminação contínuas, com resistividade não superior a 0,02785 Ω.mm2 /m a 20 °C, resistência à tração de 80 até 95 MPa e um alongamento não inferior a 12%.As hastes de alumínio podem ser prensadas a frio e soldadas juntas, mas as juntas devem ser polidas e arredondadas.A limpeza da superfície da haste de alumínio é muito importante e afetará diretamente a qualidade da extrusão do tubo de alumínio.A superfície da haste de alumínio deve estar livre de defeitos como graxa, bordas desgastadas, arredondamento incorreto, rachaduras, inclusões, dobras e outros defeitos prejudiciais ao uso, abrasões mecânicas, cicatrizes, cavidades, esfolamento ou bordas soltas que podem reter poeira e outras substâncias impuras.As varetas de alumínio produzidas por lingotamento e laminação contínuas devem ser dispostas ordenadamente e em vasilhas ou fardos, mas todos devem garantir que possam ser facilmente descarregadas;se uma linha quebrada ocorrer durante o processo de inicialização, a extrusão contínua dos tubos de alumínio não pode ser garantida.
(2) Requisitos para limpeza de hastes de alumínio.A limpeza da haste de alumínio é principalmente para garantir a qualidade da haste de alumínio na máquina de extrusão, a limpeza é usada principalmente no ultrassom na caixa de limpeza com ácido, solução alcalina e água para limpar as impurezas na superfície do alumínio Cajado.A sequência geral de limpeza é tanque de soda cáustica - tanque de soda cáustica - tanque de água limpa - tanque de ácido - tanque de água limpa.Para obter melhores resultados de limpeza, todos os tanques são equipados com dispositivos de aquecimento e a temperatura do ácido, lixívia e água de limpeza deve ser aquecida até 70°C antes de ligar a máquina e mantida nessa temperatura durante todo o processo de produção.A concentração da solução ácida e alcalina tem grande influência no efeito da limpeza da vareta de alumínio.O requisito geral é que a concentração da solução alcalina seja de 30% e da solução ácida de 3% (ambos em peso).Normalmente, quanto maior a concentração, mais rápida a velocidade de reação e a velocidade de precipitação de impurezas.Como a concentração de ácido e álcali diminui com o tempo, adicione ácido e álcali conforme apropriado de acordo com os resultados do teste de concentração.
1. 2. 2 Montagem do cabeçote da extrusora de alumínio
A cabeça de uma extrusora de alumínio é uma cabeça cruzada e deve ser montada com sucesso de uma só vez.O elo mais importante é a montagem da manga do núcleo da matriz, por isso é vital ajustar a posição da manga do núcleo da matriz.Uma vez montada a luva do núcleo da matriz, a única maneira de verificar o sucesso da montagem é aguardar a extrusão do tubo de alumínio, sendo muito difícil ajustar a redondeza e a espessura irregular durante o processo de extrusão.Frequentemente, os tubos de alumínio extrudados são às vezes ovalados (planos ou ovais) e excêntricos (espessura irregular).Por experiência, a chave para a montagem do núcleo da matriz e da luva da matriz é a folga entre os dois
e o comprimento da banda de dimensionamento.A folga entre o núcleo da matriz e a luva da matriz (superior, inferior, esquerda e direita) é ajustada principalmente por oito porcas de posicionamento, que devem garantir que o núcleo mantenha a mesma folga entre superior, inferior, esquerda e direita, o que determina a excentricidade do tubo de alumínio extrudado;o comprimento da faixa de dimensionamento determina a redondeza do tubo de alumínio extrudado.Os tubos de alumínio extrudados são mais arredondados.Resumindo, a pressão interna da extrusão é reduzida ao máximo.
Os resultados da extrusão são geralmente melhores com bandas de dimensionamento menores.
1.3 Preparação de bainhas de alumínio extrudado e seus equipamentos auxiliares
(1) revestimento de alumínio extrudado no início dos trabalhos preparatórios.Antes de iniciar a máquina de extrusão deve ser aquecida a 500-525 °C, a temperatura é muito alta ou muito baixa para a extrusão de tubos de alumínio.Embora o cabeçote da extrusora de alumínio esteja equipado com um aquecedor, ele ainda deve ser rigorosamente controlado, geralmente com um tempo de aquecimento de 2 h e um tempo de retenção de 0,5 h.
(2) Equipamento auxiliar.O equipamento auxiliar refere-se principalmente à máquina de rolamento.A máquina de rolamento no processo de produção deve ser sincronizada com a operação da máquina de extrusão.Normalmente, quando a máquina de extrusão de alumínio inicia a máquina de laminação também começa a se mover, quando a extrusão da haste de alumínio é concluída, a máquina de laminação deve continuar a trabalhar de forma independente até que o núcleo esteja completamente laminado antes de parar, ou seja, a máquina de laminação com a ligação da máquina de extrusão de alumínio, mas também com base na ligação para trabalhar de forma independente.A profundidade e o passo do rolamento dependem principalmente da quantidade excêntrica da faca de rolamento, se os requisitos padrão podem ser atendidos é a chave para o controle da faca de rolamento (também conhecido como anel de rolamento).
2 Máquina de extrusão de alumínio e soldagem a arco de argônio comparação das características dos dois processos
2. 1 Comparação do processo de produção de tubos de alumínio
Processo de revestimento de alumínio de soldagem a arco de argônio e a extrusão acima do processamento de revestimento de alumínio
Processo é completamente diferente, seu uso de espessura uniforme de placa de alumínio, por limpeza, corte de precisão, embalagem longitudinal, soldagem a arco de argônio, detecção online, processo de laminação de grãos para alcançar.O processo de soldagem TIG é realizado sob a proteção de argônio e hélio, tendo a placa de alumínio como eletrodo negativo e o eletrodo de tungstênio como eletrodo positivo, por meio de baixa tensão e alta corrente.A ponta de tungstênio tem apenas 2 mm de diâmetro e é soprada continuamente pelo gás de proteção para a junta de solda, o que elimina rapidamente o calor e permite que a área de solda resfrie de maneira uniforme e rápida, de modo que a estrutura do cabo não seja afetada adversamente e ao mesmo tempo o mesmo tempo
a oxidação de alta temperatura da bainha de alumínio também é evitada.
2.2 Comparação de costura de solda e sem costura de solda de arco de argônio enruga bainha de alumínio por causa da existência de costura de solda, muitas pessoas pensam que a costura de solda é fácil de quebrar, e a largura da costura de solda, espessura fina, resistência no a solda está preocupada e a bainha de alumínio do pacote de extrusão usando o processo de extrusão, portanto, não há preocupação com a costura de solda;mas o processo de extrusão é fácil de aparecer espessura de extrusão de bainha de alumínio não é uniforme, e processo de soldagem de arco de argônio é a espessura uniforme da placa de alumínio pré-fabricada laminada a frio Soldagem, erro de espessura de bainha de alumínio é de apenas 0,08 mm ou mais;Em segundo lugar, o processo de extrusão da bainha de alumínio se a temperatura de extrusão e o controle da velocidade de extrusão não forem apropriados, bem como a extrusão de espessura irregular do tubo de alumínio, o processo de extrusão produzirá rachaduras na bainha, olhos de areia e outros defeitos, enquanto o argônio processo de soldagem a arco é raro tais problemas.
2.3 Comparação do desempenho de flexão
A bainha de alumínio formada pelo processo de soldagem a arco de argônio inevitavelmente produzirá defeitos como soldas perdidas e precisará ser corrigida a tempo, formando assim uma interseção de soldas corrigidas e não corrigidas.Uma vez que o cabo foi submetido a um teste de flexão, a área é propensa a rachaduras e é difícil passar no teste.Se o cabo acabado for colocado, uma ruptura na bainha de alumínio comprometerá o funcionamento completo do cabo.O processo de extrusão de alumínio, por outro lado, é adequado para a produção de grandes comprimentos de cabos completos sem os problemas de soldagem e soldagem de remendo.
3.4 Consumo de energia do equipamento e impacto ambiental da comparação do equipamento da máquina de extrusão abrange uma área de grande, alto custo, consumo de energia, no processo de produção produzirá ácidos, álcalis e outros gases ou líquidos corrosivos, há um certo perigo para o meio ambiente .E o equipamento de soldagem a arco de argônio tem um custo relativamente muito menor, o consumo de energia também é menor, além dos danos aos olhos do operador durante a soldagem, o impacto no meio ambiente também é muito pequeno.
3 Defeitos comuns do revestimento de alumínio enrugado e a solução
(1) O tubo de alumínio apresenta defeitos como rachaduras, olhos de areia e fendas finas.As principais razões para isso são: ajuste inadequado das dimensões e seleção de especificações do molde pelo operador;calibração incorreta do sistema de controle.Solução: Insira as dimensões corretas;substituir o molde por um adequado;recalibre o sistema de controle.
(2) A superfície do tubo de alumínio parece ondulada.As principais razões para isso são: configuração desbalanceada da caixa do molde;moldes gastos e danificados;arrefecimento insuficiente ou desigual.Solução: Ajustando a posição do molde e do mandril para aumentar o fluxo de alumínio;ou ajustar a folga entre o núcleo do molde e a manga do molde para equilibrar o fluxo de alumínio;substituindo o molde quebrado no tempo;ajustando a água de resfriamento.
(3) O tubo de alumínio não é redondo e é plano ou oval.Causas: Instalação incorreta do molde ou desgaste e danos;arrefecimento insuficiente ou desigual.Solução: Ajustar ou substituir o molde;ajuste a água de resfriamento.
(4) Espessura irregular do tubo de alumínio.Causas: Ajuste inadequado do núcleo do molde e manga do molde, excentricidade;deformação, desgaste ou quebra do molde.Solução: corrigir a excentricidade ou substituir o molde.
(5) A superfície do tubo de alumínio está com defeito.
① A superfície do tubo de alumínio é descascada e em pó.A causa é oxidação ou outra contaminação na superfície do tubo de alumínio, como poeira e graxa contaminadas e limpeza incompleta.Solução:Reforce a limpeza das hastes de alumínio para garantir a qualidade das hastes de alumínio.
②Padrão de bolha aparece na superfície do tubo de alumínio.A razão para isso é que o óleo ou o gás causam poluição na haste de alumínio de entrada.Solução:Verifique a eficiência do sistema de limpeza e a limpeza da haste de alumínio;verifique se a entrada e saída de ar estão normais.
③ Ao extrudar tubos de alumínio, uma superfície brilhante aparece primeiro, depois esfria em uma massa dura e cai parcialmente.A razão para isso é que a haste de alumínio de entrada derreteu parcialmente durante a extrusão.Solução: Verifique se a instalação do ferramental está correta;se a velocidade de alimentação das duas hastes de alumínio é uniforme e consistente;verifique se a haste de alumínio de alimentação está errada.
④ Existem arranhões na superfície do tubo de alumínio.A principal razão é que o molde está danificado ou quebrado, poluído ou oxidado.Solução: Substituir ou limpar e polir o molde;verifique a qualidade da haste de alumínio recebida ou a eficiência do sistema de limpeza.
⑤ Arranhões regulares aparecem na superfície do tubo de alumínio.A principal causa é a vibração do tubo de alumínio extrudado na direção axial.Solução: encurtar a placa de conexão, verificar a causa da fonte de vibração e eliminá-la a tempo.
(6) Quando a velocidade de extrusão do tubo de alumínio aumenta, marcas regulares aparecem em sua superfície (muitas vezes com saltos anormais).A razão para isso é o superaquecimento do molde.Solução: Verifique se a pressão de extrusão durante a alimentação é razoável, você pode reduzir adequadamente a velocidade do rebolo ou ajustar o ponto de ajuste do aquecimento da matriz.
(7) Padrões regulares aparecem na superfície do tubo de alumínio.A razão para isso é que o extrusor produz um fenômeno de ressonância.Solução: Altere ligeiramente a velocidade da roda de extrusão.
(6) Ondulação ou torção do tubo de alumínio.A razão para isso é que a caixa de matrizes não está instalada corretamente ou a haste de alimentação de alumínio está fora da ranhura da roda.Solução: Verifique se os ferramentais e equipamentos estão instalados corretamente;aumentar ou diminuir os calços da caixa de matrizes adequadamente para garantir que ela esteja alinhada com o eixo da linha de produção;ajuste os rolos de estampagem ou verifique se o tamanho da haste de alumínio de entrada atende aos requisitos.
(7) Muito desperdício é produzido durante a extrusão de hastes de alumínio.Causas: A folga entre a cruzeta e a roda de extrusão é muito grande;a temperatura da cabeça está muito alta ou muito baixa;a limpeza da haste de alumínio não é alta;a posição de instalação do cabeçote não está correta.Solução: ajuste o espaço e a temperatura da cabeça ou a posição de colocação da cabeça;verifique a limpeza da haste de alimentação de alumínio.
(8) a profundidade de rolamento do tubo de alumínio não atende aos requisitos.Causas: os parâmetros relacionados à faca rolante estão configurados incorretamente;a faca rolante é muito grande ou muito pequena;matriz estável, matriz de guia dianteira e traseira não é adequada.Solução: redefinir os parâmetros relacionados à faca rolante;substitua a faca de rolamento apropriada;substitua o molde.
4. Conclusão
Com o rápido desenvolvimento da economia, inevitavelmente haverá um aumento acentuado na demanda por cabos de alta tensão, e os cabos de alta tensão são usados principalmente
Bainha de alumínio enrugada, portanto, a pesquisa e melhoria do processo de processamento da bainha de alumínio enrugada é um trabalho importante para melhorar a qualidade do produto e reduzir os custos do produto.Atualmente, existem dois processos diferentes de extrusão e soldagem de bainhas de alumínio enrugadas, que possuem características diferentes.Este documento apresenta principalmente o processo de processamento de revestimento de alumínio extrudado, suas características de trabalho, requisitos de processo, defeitos de produto e soluções são apresentados em detalhes para referência do pessoal relevante.