

1. مقدمة
مع التطور السريع لصناعة coummunicate فضلا عن الاستثمار الضخم في البنية التحتية.يحتاج الناس الآن إلى معدات إنتاج ألياف بصرية أكثر ذكاءً لتحسين كفاءة العمل والأداء.
تعتبر تقنية التدريع إحدى الطرق الضرورية والفعالة لضمان أداء اتصالات الكابلات البصرية على المدى الطويل.الآن المواد المستخدمة في الغالب هي شريط فولاذي (ألمنيوم) ، والذي يقوي الكابل ويطيل عمر الخدمة.يمكن أن تمنع هذه الطريقة الضرر الميكانيكي الناجم عن بيئة التشغيل الخارجية والحيوانات والنباتات البرية.كما أن لديها وظيفة مضادة للرطوبة ومضادة للمواد الكيميائية ومضادة للرعد.
هناك نوعان من تقنيات التدريع الرئيسية ، أحدهما هو التدريع الجذري ، والآخر هو الأنابيب الدوارة الطولية.يتم استخدام الأخير الآن على نطاق واسع ، لأنه يتمتع بالمزايا التالية: كفاءة إنتاج عالية ، وتقليل وزن الكابل ، وتحسين مرونة الكابلات البصرية.
في بداية عام 1999 ، أخذنا تكنولوجيا الإنتاج المتقدمة ثم صممنا جهاز أنابيب طولية جديد من نوع ZB04 الفولاذي (الألومنيوم).يعتبر هذا الجهاز من معدات الجيل الجديد على جميع المعلمات والمظهر والبنية والحرف اليدوية.
2. ميزات الهيكل
يتكون الجهاز الطولي الجديد من نوع ZB04 من أربعة أجزاء: معدات الدفع والمراكم والنقش والتشكيل.كما تظهر الصورة 1:

الصورة 1: ZB04 فولاذ (ألومنيوم) مع جهاز حزمة طولية
يأخذ جهاز الدفع طريقة الإفراج السلبي مع الألواح المزدوجة والقفص المزدوج الفردي.يمكن تعديل الإرتفاع المركزي للألواح وخط الإنتاج.تحامل هوائي.الهيكل معقد ولكن من السهل تحميل اللوحات.وحدات كاملة لها مظهر جميل.
المجمع يأخذ جسم حاوية زجاج شبكي ، عجلة يد واحدة لضبط عرض الشريط.يتم التحكم في تغذية الشريط تلقائيًا ، لقط هوائي.يتم التحكم في الشريط الخارج عن طريق التوتر باستخدام فرامل المسحوق المغناطيسي.في الجزء السفلي من الجهاز مجهز بمعدات تغذية من نوع الحزام.
جهاز النقش يأخذ لفة نشطة وسلبية.وضعية البكرة العلوية مرنة للتحكم في الضغط بواسطة الزنبرك.يوجد أدناه نوع نشط يحمل على الجزء العلوي.بقعة تغذية الشريط لها وظيفة استقامة.إخراج بقعة باستخدام راقصة التوتر.هذا الهيكل بسيط ومنخفض التكلفة.
يمكن لجهاز التشكيل تبديل قالب القوالب ، إما باستخدام قالب تقليدي أو قالب أسطواني.نظرًا لأنه جزء من الوظيفة الرئيسية ، لديه مستوى منخفض من الدقة ، بعد تغيير الكابل ، تحتاج فقط إلى تغيير القالب.
3 التقنيةPالمبادئ
3.1 جهاز السداد
جهاز الدفع هو التحكم في توتر الشريط ، ثم يتغذى الشريط بسرعة ثابتة.يحتاج الهيكل إلى ضمان سهولة تحميل البكرات وإزالتها.سريع لضبط جهاز لقط.التوتر مستقر ويمكن تعديله بدون خطوات.يمكنك الرجوع إلى الرسم كصورة 2. ويتكون من جسم الخزانة ، والقاعدة ، وجزء متحرك لأعلى ولأسفل ولقط قالب.عند الحاجة إلى تحميل اللوحات ، يمكن استخدام العجلة لأعلى ولأسفل المقعد إلى الوضع المناسب بحيث يمكن تسوية الألواح.يمكن تعديل الارتفاع المركزي للشريط وخط الإنتاج ليتناسب مع التعامل مع الصندوق المتحرك.تحامل بواسطة فيلم cynlinder.أثناء التثبيت ، يدخل الهواء إلى الأسطوانة ويدفع القضيب المتصل بالجرف الهيكلي بستة شرائط تثبيت عليه.تتحرك الشرائط في اتجاه جذري لإصلاح لوحة الشريط.نظرًا لأن شد الشريط يتم تحديده أخيرًا عن طريق جهاز النقش ، وبالتالي فإن التحكم في التوتر ليس صارمًا للغاية ، وعادة ما نستخدم شريطين جلديين ولوح احتكاك لتوليد التوتر مع جهاز Spring لضبط التوتر.
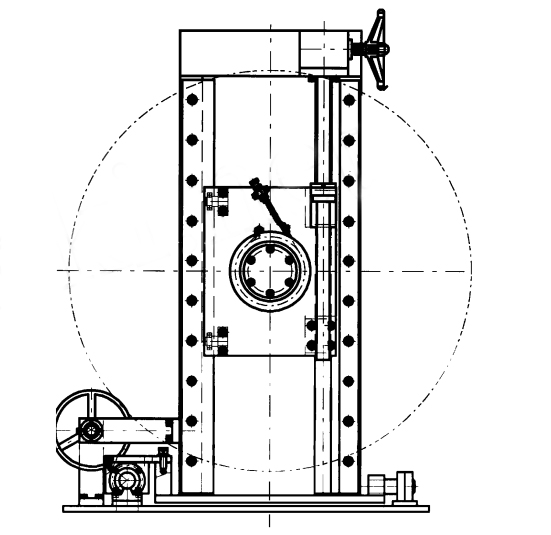
صورة2: جهاز السداد
3.2 مجمع الشريط
يعد مجمع الشريط جزءًا مهمًا من جهاز الأنابيب الطولية ، حيث يتم استخدامه لضمان استمرار تشغيل خط الإنتاج أثناء تبديل اللوحات.إذن هناك بعض المتطلبات على الجهاز:
1) يجب أن يفي طول التخزين بمتطلبات الوقت الخاصة بلحام الفولاذ (الألومنيوم).L (التخزين)> = V (t).L (التخزين) تعني الجزء الطبيعي من المركم ، V تعني سرعة الخط أثناء اللحام ،، t تعني وقت اللحام.
2) أثناء تبديل الألواح ، يمكن للمجمع أن يعمل بشكل أوتوماتيكي.
3) أثناء تغذية جهاز التجميع ، يجب وضع الشريط بدقة وتشغيله بسلاسة.
4) تغذية الشريط بتوتر ثابت ثم تأثير النقش مضمون.
وفقًا للمتطلبات المذكورة أعلاه ، نقوم بتصميم الهيكل كما تظهر الصورة 3 ، أثناء تبديل اللوحات ، هناك لفة نشطة واحدة لمحرك التيار المتردد ، ثم تعمل الأسطوانة على جعل التدحرج السلبي لأعلى ولأسفل ، ويبدأ في التراكم.
يتم ضبط الفجوة بين اللوحين بواسطة أجزاء وظيفية لولبية ، مدفوعة بعجلة المقبض لتعهد بأن الفجوة معقولة بحيث يتم وضع الشريط بدقة.في الجزء السفلي من الخزانة ، يوجد جهاز تغذية إضافي لتجنب تضييق الشريط ومشكلة العبور.يستخدم الوعاء الخارجي 5 مجموعات من عجلة التوجيه المتوازية ، وهناك عجلة كبيرة واحدة فيها مادة احتكاك مطلية.يتم توصيل محور العجلة الكبيرة بفرامل المسحوق المغناطيسي للتأكد من تغذية الشريط في توتر ثابت.
3.3 جهاز النقش
جهاز النقش هو الطريقة المهمة والضرورية لضمان طول الشريط.سيؤثر تأثير النقش على قدرة ومرونة شحن الكابل.لا يحتاج جهاز النقش فقط إلى التأكد من أن الشريط له شكل موجة جيد ، ولكن أيضًا للتأكد من أن موصل الشريط يمر بأسطوانة بطلاقة.الجهاز يظهر كصورة 4. ويتكون من الأسطوانة العلوية ، الأسطوانة السفلية ، قضيب الموجة المتزامن ، جهاز التسوية والخزانة.تستخدم الأسطوانة العلوية تقنية عائمة مرنة بواسطة نوابض.الأسطوانة السفلية هي نوع نشط مدفوع بمحرك تردد التيار المتردد.يتحكم قضيب التلويح في الشريط بتوتر معين ، وفي نفس الوقت ، مقياس الجهد لضمان أن سرعة النقش تساوي سرعة الإنتاج.موجة النقش هي معلمة مهمة جدًا لحرف الإنتاج.نحن نستخدم الموجة الخطية التي يمكن أن تتجنب الضرر من المؤشر الحاد.
3.4 جهاز التشكيل
التشكيل هو الخطوة الأخيرة للأنابيب الطولية.رطوبة OPC وتمتد بشكل وثيق
تتأثر بالتشكيل.لقد استخدمت قالبًا من نوع البوق للتشكيل الذي له العديد من العيوب ، نظرًا لوجود احتكاك شديد بين الشريط والقوالب ، ثم تصبح سرعة الإنتاج أبطأ.كما أن نواة الألياف الضوئية ستتحمل القوة ، وستتكلف أكثر أثناء الجري.لتجنب هذا ، يستخدم الناس الآن أزواج من البكرات للتشكيل ، إنها مجموعة من الأسطوانات لإجبار الشريط على تشكيل ما نحتاجه.الصورة 5 هي الهيكل.يتكون من قاعدة ويموت جزأين رئيسيين.للتكيف مع متطلبات قوالب التبديل السريع.توجد أربعة مسامير بين قالب القاعدة والقالب ، لذلك نحتاج فقط إلى تفكيك القالب لتغيير القوالب.نحن نستخدم قوالب مختلفة وفقًا لأحجام مختلفة من نوى OPC.تحتاج النوى الأصغر إلى 7 أزواج من البكرات ، بينما تحتاج النواة الأكبر إلى 9-11 زوجًا من البكرات.أكبر النواة ، أوسع الشريط ، أكثر صعوبة في التشكيل.زيادة عدد البكرات يمكن أن تقلل من الاحتكاك وقوة التحمل.يمكن تقسيم جميع البكرات إلى هذه الأنواع: بكرة الاتجاه ، بكرة القفص ، أسطوانة التشكيل المسبق ، بكرة الشحن ، بكرة القطر النهائي والقالب.المجموعة لديها الميزات التالية:
1) التشكيل المسبق يمكن أن يجعل كلا من حواف الشريط تشحن القوة بشكل حرفي.
2) إن تشكيل البكرات من خلال تصميم معقول ، بطلاقة ، أقل احتكاكًا وتمددًا نسبيًا.
3) لا توجد علامة لفة داخلية من الحواف
4) سرعة إنتاج عالية ، بحد أقصى 100 م / دقيقة.إلى جانب ذلك ، بالنسبة لبعض كبلات الألياف الضوئية الخاصة ، يمكننا استخدام قالب البوق للتبديل بالكامل.
4. التكنولوجيا المتقدمة
الملامح الرئيسية لجهاز الأنابيب الطولية من نوع ZB04 الفولاذية (الألومنيوم) هي موجة النقش ذات الفتح الخطي وتشكيل نوع الأسطوانة بسرعة وجودة عالية.
4.1 جودة النقش
المعالم الرئيسية لحرف النقش هي: عدد موجات النقش لكل طول وعمق وشكل معين.يجب أن يكون هناك حد أدنى للعمق ، إذا كان عمق النقش أقل من هذه القيمة الدنيا ، فإن مرونة الكابل تتأثر.بناءً على التجربة ، تبلغ القيمة الدنيا حوالي 0.45 مم.فقط إذا كان العمق أكبر من هذه القيمة الدنيا ، يمكن تحسين المرونة مع عمق النقش.ولن يكون من الصعب تشكيلها.يتم تحديد العمق عن كثب من خلال رقم الموجة ، وعمومًا يجب أن يكون هناك 14 موجة لكل طول 0.0254 متر.وأقصى عمق 0.7 مم.قطر الكابل الأصغر ، العمق أيضًا.ولكن لا يمكن أن تقل عن 0.45 مم.يمكن أن تنتج الأسطوانة المختلفة كابل الألياف البصرية المدرع بجودة مختلفة.موجة النقش الجيدة هي موجة حسابية خطيئة ، لكن من الصعب جدًا إنتاج السكين ، لذلك يتم استبدالها بنوع الفتح الخطي.
يستخدم جهاز النقش 0.6 أسطوانة خطية بالقالب.أقصى عمق للأسنان 1.35 مم ، وأقصى عمق موجة 0.8 مم.ما يقرب من 14 موجة لكل 0.0254 م ، مؤهلة تمامًا للمتطلبات.تذكير: يخرج كل شريط بطول 2 كم ، ثم يتعين علينا لحام وصلة بسمك حوالي 0.4 مم.أثناء مرور الموصل عبر البكرات ، إذا تم إصلاح ارتفاع مركز الأسطوانة ، فسوف يؤدي ذلك إلى إتلاف الشريط.لذلك يجب أن تكون البكرات قابلة للطفو.يستخدم جهازنا نظام تعويم الزنبرك ، ثم يمكنه ضبط قوة الزنبرك يدويًا لتلبية احتياجات الإنتاج.
4.2 تشكيل الأسطوانة
بعد النقش على الفولاذ ، هناك عمق معين ، لكن العمق الفعلي قد ينخفض مع خطوات الإنتاج.يحدث هذا بسبب الاحتكاك الشديد على الشريط.إذا كانت موجة النقش عبارة عن ضغط مسطح ، فإن وظيفة الشريط ليست مفيدة جدًا.
ترتبط مادة التغطية على الشريط بإحكام بالألياف الضوئية.إذا كانت هناك نقطة حادة أثناء المرور بالعفن ، فإن الاتصال تالف.كما تضررت جودة الكابلات.إلى جانب ذلك ، مع زيادة سرعة الإنتاج ، تصبح قوة الاحتكاك أعلى.يصبح الضرر أعلى وأعلى.هذا الموقف هو المعيار الصارم لسرعة خط الإنتاج بالكامل.في الوقت نفسه ، تتراكم مواد الغطاء المتساقطة في قالب القطر النهائي ، إذا تم حظر القالب ، فقد يتسبب ذلك في تعطل الكابل.لذا فإن تقليل الاحتكاك بين الشريط والعفن هو أحد الطرق الفعالة لإنتاج الحرف الإنتاجية والسرعة.قوة الأسطوانة أصغر بكثير من قوة الاحتكاك ، بعد تغيير قالب التشكيل من نوع البوق إلى نوع الأسطوانة ، يتم تقليل الاحتكاك على نطاق واسع.سرعة الإنتاج تصل إلى 80 م / دقيقة ، وسرعة الاختبار تصل إلى 100 م / دقيقة بدون تحميل.والمواد لن تسقط قليلا.الكبل المكتمل له مظهر بطلاقة مثالي.
5.تنتهي
جهاز الأنابيب الطولية من نوع ZB04 الفولاذي (الألومنيوم) هو جيل جديد من المعدات ذات التكنولوجيا الأوتوماتيكية العالية.يلعب هذا الجهاز دورًا مهمًا في تحسين سرعة إنتاج خط تغليف الكابلات.