

1. Préface
Avec le développement rapide de l'industrie de la communication ainsi que d'énormes investissements dans les infrastructures.Les gens ont maintenant besoin d'équipements de production de fibres optiques plus intelligents pour améliorer l'efficacité et les performances des travaux.
La technologie de blindage est une méthode nécessaire et efficace pour assurer les performances de communication du câble optique à long terme.Maintenant, le matériau le plus utilisé est le ruban en acier (aluminium), qui renforce le câble et prolonge la durée de vie.Cette méthode peut prévenir les dommages mécaniques causés par l'environnement de fonctionnement extérieur et les animaux et plantes sauvages.Il a également une fonction anti-humidité, anti-chimique et anti-tonnerre.
Il existe deux principales technologies de blindage, l'une est le blindage radical, l'autre est le tube à rouleaux longitudinaux.Ce dernier est maintenant largement utilisé, car il présente les avantages suivants : Efficacité de production élevée, réduction du poids du câble et amélioration de la flexibilité du câble optique.
Au début de 1999, nous prenons la technologie de production avancée puis concevons un nouveau dispositif de tube longitudinal en acier (aluminium) de type ZB04.Cet appareil est considéré comme un équipement de nouvelle génération sur tous les paramètres, apparence, structure et artisanat.
2. Caractéristiques structurelles
Le nouveau dispositif longitudinal de type ZB04 se compose de quatre parties : équipement de dévidage, accumulateur, gaufrage et formage.Comme le montre l'image 1 :

Image 1 : acier ZB04 (aluminium) avec dispositif d'emballage longitudinal
Le dispositif de paiement utilise une méthode de libération passive avec des plaques doubles et une double cage individuelle.La hauteur centrale des plaques et de la ligne de production peut être ajustée.Serrage pneumatique.La structure est compliquée mais il est facile de télécharger des plaques.Les unités entières ont une belle apparence.
L'accumulateur prend le corps du récipient en plexiglas, une seule molette pour régler la largeur du ruban.L'alimentation de la bande est un serrage pneumatique à commande automatique.La sortie du ruban est contrôlée par la tension avec un frein à poudre magnétique.Au bas de l'appareil est équipé d'un équipement d'alimentation de type courroie.
Le dispositif de gaufrage prend un rouleau actif et passif.La position du rouleau supérieur est flexible pour contrôler la pression par ressort.Au-dessous du rouleau se trouve le type actif de report sur le supérieur.Le point d'alimentation du ruban a une fonction de redressement. Point de sortie utilisant un danseur de tension.Cette structure est simple et peu coûteuse.
Le dispositif de formage peut changer le moule de matrice, soit utiliser une matrice traditionnelle ou une matrice à rouleaux.Puisqu'il s'agit d'une pièce de fonction principale, a un faible niveau de précision, après avoir changé le câble, il suffit de changer le suivi du moule.
3 TechniquePprincipes
3.1 Dispositif de déboursement
Le dispositif de paiement consiste à contrôler la tension de la bande, puis la bande avance à vitesse fixe.La structure doit garantir qu'il est facile de télécharger et de retirer les bobines.Dispositif de serrage rapide à régler.La tension est stable et peut être ajustée en continu.Vous pouvez vous référer au dessin comme image 2. Il se compose du corps de l'armoire, de la base, de la partie mobile de haut en bas et de la matrice de serrage.Lorsque vous avez besoin de télécharger des plaques, vous pouvez utiliser la roue pour monter et descendre le siège dans la position appropriée afin que les plaques puissent être réglées.La hauteur centrale de la bande et de la ligne de production peut être ajustée en conséquence en manipulant une boîte mobile.Le serrage est entraîné par le film cylindrique.Pendant le serrage, l'air entre dans le cylindre et pousse la tige reliée au bloc structurel avec six bandes de serrage dessus.Les bandes se déplacent dans une direction radicale pour fixer la plaque de ruban.Étant donné que la tension de la bande est finalement décidée par le dispositif de gaufrage, le contrôle de la tension n'est donc pas très strict, nous utilisons généralement 2 bandes de cuir et des plaques de friction pour générer une tension avec un dispositif à ressort pour régler la tension.
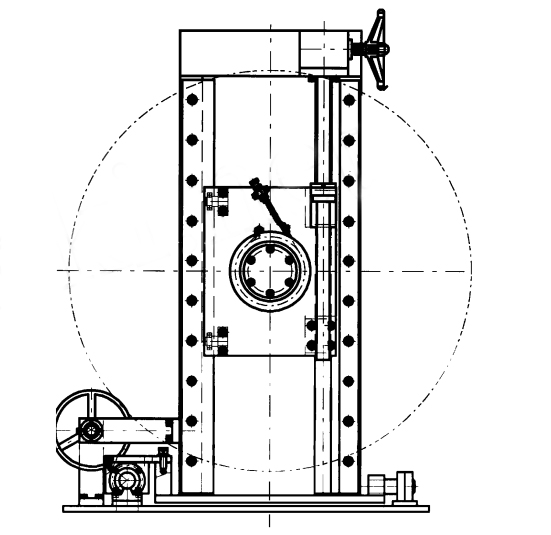
Photo2 : Dispositif de paiement
3.2 Accumulateur de bande
L'accumulateur de bande est une partie importante du dispositif de tube longitudinal, il est utilisé pour garantir que la ligne de production peut continuer à fonctionner lors du changement de plaques.Il y a donc certaines exigences sur l'appareil :
1) La durée de stockage doit répondre aux exigences de temps pour le soudage de l'acier (aluminium).L(stockage)>= V(t).L (stockage) signifie la longueur normale de l'accumulateur, V signifie la vitesse de la ligne pendant le soudage, t signifie le temps de soudage.
2) Lors de la commutation des plaques, l'accumulateur peut fonctionner automatiquement.
3) Pendant l'alimentation de l'accumulateur, la bande doit être soigneusement placée et fonctionner sans à-coups.
4) Alimentation du ruban à tension fixe, l'effet de gaufrage est alors garanti.
Selon les exigences ci-dessus, nous concevons la structure comme le montre l'image 3, lors de la commutation des plaques, il y a un rouleau actif d'entraînement de moteur à courant alternatif, puis le cylindre fonctionne pour faire rouler passif de haut en bas, commencer à s'accumuler.
L'écart entre deux panneaux est ajusté par des pièces fonctionnelles à vis, entraînées par une molette pour promettre que l'écart est raisonnable afin que le ruban soit soigneusement placé.Au bas de l'armoire, il y a un dispositif d'alimentation auxiliaire pour éviter les problèmes de courbure et de croisement de bande.Le pot utilise 5 groupes de roues de guidage parallèles, il y a une grande roue en matériau de friction revêtu.L'axe de la grande roue est relié à un frein à poudre magnétique pour s'assurer que la bande est alimentée en tension fixe.
3.3 Dispositif de gaufrage
Le dispositif de gaufrage est la méthode importante et nécessaire pour garantir la résistance du ruban.L'effet de gaufrage influencera la capacité de charge et la flexibilité du câble.Le dispositif de gaufrage doit non seulement s'assurer que le ruban a une bonne forme d'onde, mais aussi s'assurer que le rouleau de joint de ruban passe couramment.L'appareil s'affiche comme sur l'image 4. Il se compose d'un rouleau supérieur, d'un rouleau inférieur, d'une tige d'onde synchrone, d'un dispositif de redressement et d'une armoire.Le rouleau supérieur utilise une technologie flottante flexible grâce à 2 ressorts.Le rouleau inférieur est de type actif entraîné par un moteur à fréquence AC.La tige ondulante contrôle le ruban avec une certaine tension, en même temps, le voltmètre pour assurer une vitesse de gaufrage égale à la vitesse de production.La vague de gaufrage est le paramètre très important de l'artisanat de production.Nous utilisons une onde linéaire en continu qui peut éviter les dommages causés par un pointeur pointu.
3.4 Dispositif de mise en forme
La mise en forme est la dernière étape du tubage longitudinal.L'humidité et l'étirement OPC sont étroitement
Influencé par la mise en forme.Il a utilisé une matrice de type trompette pour la mise en forme, ce qui présente de nombreux inconvénients, car il y a un frottement dur entre le ruban et les matrices, puis la vitesse de production devient plus lente.De plus, le noyau de la fibre optique supportera de la force, cela coûtera plus cher en cours d'exécution.Pour éviter cela, les gens utilisent maintenant des paires de rouleaux pour façonner, c'est un groupe de rouleaux pour forcer le ruban à façonner ce dont nous avons besoin.L'image 5 est la structure.Il se compose de base et meurt deux parties principales.Pour s'adapter aux exigences des matrices à commutation rapide.Il y a quatre vis entre la base et le moule de matrice, il suffit donc de démonter le moule pour changer les matrices.Nous utilisons différents moules selon différentes tailles de noyaux OPC.Les noyaux plus petits ont besoin de 7 paires de rouleaux, les noyaux plus grands ont besoin de 9 à 11 paires de rouleaux.Plus grand le noyau, plus large la bande, plus difficile à façonner.L'augmentation du nombre de rouleaux peut réduire le frottement et la résistance des roulements.Tous les rouleaux peuvent être divisés en ces types : rouleau de direction, rouleau de cage, rouleau de pré-forme, rouleau de charge, rouleau de diamètre final et moule.Le groupe a les caractéristiques suivantes :
1) Le pré-formage peut augmenter la force de charge des deux bords de la bande.
2) La mise en forme des rouleaux est conçue de manière raisonnable, fluide, avec moins de friction et un étirement relatif.
3) Aucun signe de rouleau intérieur des bords
4) Vitesse de production élevée, max est de 100 m/min.En outre, pour certains câbles à fibres optiques spéciaux, nous pouvons utiliser une matrice de structure en trompette pour basculer complètement.
4. Technologie avancée
Les principales caractéristiques du dispositif de tube longitudinal à bande en acier (aluminium) de type ZB04 sont l'ouverture linéaire de gaufrage de type vague et rouleau avec une vitesse et une qualité élevées.
4.1 Qualité du gaufrage
Les principaux paramètres de l'artisanat de gaufrage sont : le nombre d'ondes de gaufrage par certaine longueur, profondeur et forme.Il devrait y avoir une profondeur minimale, si la profondeur de gaufrage est inférieure à cette valeur minimale, alors la flexibilité du câble est influencée.Sur la base de l'expérience, la valeur min est d'environ 0,45 mm.Ce n'est que si la profondeur est supérieure à cette valeur minimale que la flexibilité peut être améliorée avec la profondeur de gaufrage.Et ce ne sera pas difficile pour la mise en forme.La profondeur est étroitement déterminée par le nombre de vagues, généralement il devrait y avoir 14 vagues par longueur de 0,0254 m.Et la profondeur maximale est de 0,7 mm.Le plus petit diamètre de câble, la profondeur aussi.Mais ne peut pas moins de 0,45 mm.différents rouleaux peuvent produire des câbles à fibres optiques d'armure de qualité différente.Une bonne vague de gaufrage est une vague mathématique, mais son couteau est très difficile à produire, il est donc remplacé par un type d'ouverture linéaire.
Ce dispositif de gaufrage utilise un rouleau linéaire de moule de 0,6.La profondeur maximale des dents est de 1,35 mm, la profondeur maximale des vagues est de 0,8 mm.Environ 14 vagues par 0.0254m, totalement qualifiées pour les besoins.Rappel : tous les 2km le ruban sort, il faut ensuite souder une dégauchisseuse dont l'épaisseur est d'environ 0,4 mm.Pendant que la dégauchisseuse traverse les rouleaux, si la hauteur centrale du rouleau est fixe, cela endommagera le ruban.Les rouleaux doivent donc pouvoir flotter.Notre appareil utilise un ressort flottant, puis peut ajuster manuellement la force du ressort pour répondre aux besoins de production.
4.2 Façonnage des rouleaux
Après le gaufrage de l'acier, il y a une certaine profondeur. Mais la profondeur réelle peut devenir plus faible avec les étapes de production.Cela est dû à une trop grande friction sur la bande.Si la vague de gaufrage est une pression à plat, la fonction ruban n'est pas très utile.
Le matériau de revêtement sur le ruban est étroitement lié à la fibre optique.S'il y a une pointe acérée en traversant le moule, la connexion est endommagée.La qualité du câble est également endommagée.De plus, avec l'augmentation de la vitesse de production, la résistance au frottement devient plus élevée.Les dégâts deviennent de plus en plus élevés.Cette situation est la norme stricte sur la vitesse de la ligne de production entière.Dans le même temps, des chutes de matériaux de revêtement s'accumulent au niveau de la matrice de diamètre final, si le moule est bloqué, cela peut provoquer une rupture du câble.Ainsi, réduire le frottement entre le ruban et le moule est un moyen efficace de produire de l'artisanat et de la vitesse de production.La résistance du rouleau est beaucoup plus petite que la résistance au frottement, après avoir changé la matrice de mise en forme du type trompette au type à rouleau, le frottement est réduit à grande échelle.Vitesse de production jusqu'à 80 m/min, vitesse de test jusqu'à 100 m/min sans charge.Et le matériau ne tombera pas un peu.Le câble terminé a une apparence parfaitement fluide.
5.Fin
Le dispositif de tube longitudinal à bande en acier (aluminium) de type ZB04 est un équipement de nouvelle génération doté d'une technologie automatique élevée.Ce dispositif joue un rôle important dans l'amélioration de la vitesse de production de la ligne de gainage de câbles.