

1. Przedmowa
Wraz z szybkim rozwojem przemysłu komunikacyjnego oraz ogromnymi inwestycjami w infrastrukturę.Ludzie potrzebują teraz bardziej inteligentnych urządzeń do produkcji włókien światłowodowych, aby poprawić wydajność i wydajność pracy.
Technologia zbrojenia jest jedną z niezbędnych i skutecznych metod zapewniających długoterminową wydajność komunikacji światłowodowej.Obecnie najczęściej używanym materiałem jest taśma stalowa (aluminium), która wzmacnia kabel i wydłuża jego żywotność.Ta metoda może zapobiegać uszkodzeniom mechanicznym spowodowanym zewnętrznym środowiskiem biegowym oraz dzikimi zwierzętami i roślinami.Ma również funkcję przeciwwilgociową, przeciwchemiczną i przeciwgrzmotową.
Istnieją dwie główne technologie zbrojenia, jedna to zbrojenie radykalne, a druga to podłużne rury rolkowe.Ten ostatni jest obecnie szeroko stosowany, ponieważ ma następujące zalety: Wysoka wydajność produkcji, zmniejszenie masy kabla i poprawa elastyczności kabla światłowodowego.
Na początku 1999 roku bierzemy zaawansowaną technologię produkcji, a następnie projektujemy jedno nowe urządzenie do podłużnych rur stalowych (aluminiowych) typu ZB04.To urządzenie jest uważane za sprzęt nowej generacji pod względem wszystkich parametrów, wyglądu, konstrukcji i wykonania.
2. Cechy struktury
Nowe urządzenie wzdłużne typu ZB04 składa się z czterech części: urządzenia zwijającego, akumulatora, tłoczenia i formowania.Jak pokazuje zdjęcie 1:

Zdjęcie 1: Stal ZB04 (aluminium) z urządzeniem do pakowania wzdłużnego
Urządzenie Pay-off przyjmuje metodę pasywnego uwalniania z podwójnymi płytami i indywidualną podwójną klatką.Centralną wysokość płyt i linii produkcyjnej można regulować.Zacisk pneumatyczny.Struktura jest skomplikowana, ale ładowanie płyt jest łatwe.Całe jednostki mają piękny wygląd.
Akumulator mieści korpus pojemnika z pleksiglasu, jedno pokrętło do regulacji szerokości taśmy.Podawanie taśmy jest sterowane automatycznie, docisk pneumatyczny.Taśma jest kontrolowana przez napięcie za pomocą magnetycznego hamulca proszkowego.W dolnej części urządzenie wyposażone jest w urządzenie podające typu taśmowego.
Urządzenie do wytłaczania przyjmuje aktywną i pasywną rolkę.Pozycja górnej rolki jest elastyczna, aby kontrolować nacisk za pomocą sprężyny.Dolna rolka jest aktywna typu carry na górnej.Miejsce podawania taśmy posiada funkcję prostowania. Miejsce wyprowadzania za pomocą tancerki napinającej.Ta struktura jest prosta i tania.
Urządzenie formujące może przełączać formę matrycy, używając tradycyjnej matrycy lub matrycy rolkowej.Ponieważ jest to główna część funkcjonalna, ma niski standard precyzji, po zmianie kabla wystarczy zmienić podążanie za formą.
3 technicznePzasady
3.1 Urządzenie do wypłaty
Urządzeniem płatniczym jest kontrola naciągu taśmy, po czym taśma przesuwa się ze stałą prędkością.Struktura musi zapewniać łatwe ładowanie i zdejmowanie szpul.Szybkie ustawianie urządzenia mocującego.Napięcie jest stabilne i można je regulować bezstopniowo.Możesz odnieść się do rysunku jak na rysunku 2. Składa się z korpusu szafki, podstawy, ruchomej części w górę iw dół oraz matrycy zaciskowej.Gdy trzeba załadować talerze, można użyć koła, aby podnieść i opuścić siedzenie do odpowiedniej pozycji, aby można było ustawić talerze.Centralną wysokość taśmy i linii produkcyjnej można dopasować, przenosząc mobilną skrzynkę.Zacisk jest napędzany przez folię cylindryczną.Podczas zaciskania powietrze dostaje się do cylindra i wciska pręt połączony z blokiem konstrukcyjnym z sześcioma listwami zaciskowymi.Paski przesuwają się w radykalnym kierunku, aby zamocować płytkę z taśmą.Ponieważ napięcie taśmy jest ostatecznie ustalane przez urządzenie wytłaczające, dlatego kontrola napięcia nie jest bardzo ścisła, zwykle używamy 2 skórzanych pasków i płytek ciernych do generowania napięcia wraz z urządzeniem sprężynowym do regulacji napięcia.
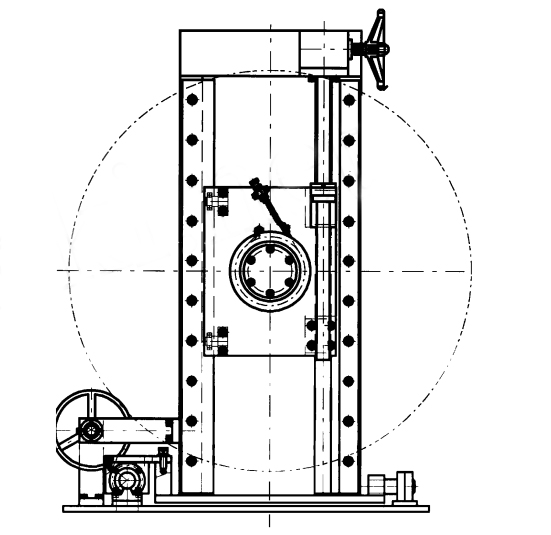
Obrazek2: Urządzenie do wypłaty
3.2 Akumulator taśmowy
Akumulator taśmowy jest jedną z ważnych części urządzenia do podłużnych rurek, służy do zapewnienia ciągłej pracy linii produkcyjnej podczas przełączania płyt.Urządzenie ma więc pewne wymagania:
1) Długość przechowywania musi spełniać wymagania czasowe dotyczące spawania stali (aluminium).L(magazyn)>= V(t).L(przechowywanie) oznacza normalną długość akumulatora, V oznacza prędkość linii podczas spawania, t oznacza czas spawania.
2) Podczas przełączania płyt akumulator może działać automatycznie.
3) Podczas podawania akumulatora taśma musi być starannie ułożona i płynnie przesuwać się.
4) Podawanie taśmy ze stałym napięciem gwarantuje efekt tłoczenia.
Zgodnie z powyższymi wymaganiami projektujemy konstrukcję, jak pokazano na rysunku 3, podczas przełączania płyt jest jedna aktywna rolka napędu prądu przemiennego, a następnie cylinder działa, aby pasywne rolowanie w górę iw dół zaczęło się gromadzić.
Szczelina między dwoma panelami jest regulowana za pomocą śrubowych części funkcjonalnych, napędzanych kółkiem uchwytu, aby obiecać, że szczelina jest rozsądna, aby taśma była starannie umieszczona.W dolnej części szafki znajduje się pomocnicze urządzenie podające, aby uniknąć problemów z zawijaniem i krzyżowaniem się taśmy.Out pot używa 5 grup równoległych kół prowadzących, jest w nich jedno duże koło pokryte materiałem ciernym.Duża oś koła jest połączona z magnetycznym hamulcem proszkowym, aby upewnić się, że podawanie taśmy ma stałe napięcie.
3.3 Urządzenie do wytłaczania
Urządzenie do wytłaczania jest ważną i konieczną metodą gwarantującą wytrzymałość taśmy.Efekt wytłoczenia wpłynie na zdolność ładowania i elastyczność kabla.Urządzenie do wytłaczania musi nie tylko zapewniać dobry kształt fali taśmy, ale także zapewniać płynne przechodzenie rolki łączącej taśmę.Urządzenie pokazano na rysunku 4. Składa się z górnej rolki, dolnej rolki, synchronicznego pręta falowego, urządzenia do prostowania i szafki.Górny walec wykorzystuje elastyczną technologię pływającą za pomocą 2 sprężyn.Rolka dolna jest typem aktywnym napędzanym silnikiem o częstotliwości prądu przemiennego.Falujący pręt kontroluje taśmę z pewnym napięciem, jednocześnie miernikiem napięcia, aby zapewnić prędkość wytłaczania równą prędkości produkcji.Fala tłoczenia jest bardzo ważnym parametrem rzemiosła produkcyjnego.Korzystamy z bezstopniowej fali liniowej, która pozwala uniknąć uszkodzeń spowodowanych ostrym wskaźnikiem.
3.4 Urządzenie kształtujące
Kształtowanie jest ostatnim etapem wzdłużnej rurki.Wilgoć i rozciągliwość OPC są ściśle przylegające
Pod wpływem kształtowania.Do kształtowania użyto matrycy typu trąbka, która ma wiele wad, ponieważ występuje silne tarcie między taśmą a matrycami, a prędkość produkcji spada.Również rdzeń światłowodu wytrzyma wytrzymałość, będzie kosztować więcej podczas pracy.Aby tego uniknąć, teraz ludzie używają par rolek do kształtowania, jest to grupa rolek, aby wymusić na taśmie kształtowanie tego, czego potrzebujemy.Rysunek 5 przedstawia strukturę.Składa się z podstawy i umiera z dwóch głównych części.Aby dostosować się do wymagań matryc szybkiego przełączania.Pomiędzy podstawą a formą matrycy znajdują się cztery śruby, więc wystarczy zdemontować formę, aby zmienić matryce.Używamy różnych form w zależności od różnych rozmiarów rdzeni OPC.Mniejsze rdzenie wymagają 7 par rolek, większe rdzenie potrzebują 9-11 par rolek.Większy rdzeń, szersza taśma, trudniejsza do kształtowania.Zwiększenie liczby rolek może zmniejszyć tarcie i wytrzymałość łożyska.Wszystkie rolki można podzielić na następujące typy: rolka kierunkowa, rolka klatkowa, rolka wstępnego kształtu, rolka ładująca, rolka o końcowej średnicy i forma.Grupa ma następujące cechy:
1) Wstępne kształtowanie może sprawić, że obie krawędzie taśmy będą miały średnią siłę ładowania.
2) Kształtowanie rolek jest zaprojektowane w sposób rozsądny, płynny, o mniejszym tarciu i względnym rozciągnięciu.
3) Brak śladu wewnętrznej rolki na krawędziach
4) Wysoka prędkość produkcji, max to 100m/min.Poza tym, w przypadku specjalnego kabla światłowodowego, możemy całkowicie przełączyć matrycę struktury trąbki.
4. Zaawansowana technologia
Głównymi cechami urządzenia do rur podłużnych ze stali (aluminium) typu ZB04 jest liniowe wytłaczanie fali i kształtowanie typu wałka z dużą prędkością i jakością.
4.1 Jakość tłoczenia
Główne parametry rzemiosła wytłaczania to: Liczba fal wytłaczania na określoną długość, głębokość i kształt.Powinna być jedna minimalna głębokość, jeśli głębokość wytłoczenia jest mniejsza niż ta minimalna wartość, wpływa to na elastyczność kabla.Na podstawie eksperymentu wartość minimalna wynosi około 0,45 mm.Tylko jeśli głębokość jest większa niż ta wartość minimalna, elastyczność można poprawić wraz z głębokością wytłaczania.I nie będzie trudne do kształtowania.Głębokość jest ściśle określona przez liczbę fal, generalnie powinno być 14 fal na długość 0,0254 m.A maksymalna głębokość to 0,7 mm.Mniejsza średnica kabla, głębokość również.Ale nie może być mniejszy niż 0,45 mm.inny wałek może wytwarzać kabel światłowodowy o różnej jakości.Dobra fala do wytłaczania to fala matematyczna, ale jej nóż jest bardzo trudny do wyprodukowania, dlatego zastępuje się go liniowym typem otwierania.
To urządzenie do wytłaczania to wałek liniowy o średnicy 0,6 formy.Maksymalna głębokość zębów wynosi 1,35 mm, maksymalna głębokość fali wynosi 0,8 mm.Około 14 fal na 0,0254 m, w pełni spełniające wymagania.Dla przypomnienia: co 2km kończy się taśma, wtedy musimy spawać łącznik o grubości około 0,4mm.Podczas gdy frezarka przechodzi przez rolki, jeśli środkowa wysokość rolki jest stała, spowoduje to uszkodzenie taśmy.Więc rolki muszą być pływające.Nasze urządzenie wykorzystuje sprężynę pływającą, a następnie może ręcznie dostosować siłę sprężyny do potrzeb produkcyjnych.
4.2 Kształtowanie wałków
Po wytłoczeniu stali jest jedna pewna głębokość. Ale rzeczywista głębokość może się zmniejszać wraz z etapami produkcji.Jest to spowodowane zbyt dużym tarciem taśmy.Jeśli fala wytłaczania jest zbyt płaska, funkcja taśmy nie jest zbyt użyteczna.
Materiał pokrycia na taśmie jest ściśle połączony ze światłowodem.Jeśli podczas przechodzenia przez formę pojawi się ostry punkt, połączenie jest uszkodzone.Jakość kabla jest również uszkodzona.Poza tym wraz ze wzrostem prędkości produkcji rośnie siła tarcia.Obrażenia stają się coraz większe.Ta sytuacja jest ścisłym standardem prędkości całej linii produkcyjnej.Jednocześnie na matrycy o ostatecznej średnicy gromadzą się spadające materiały osłonowe, jeśli forma jest zablokowana, może to spowodować zerwanie kabla.Tak więc zmniejszenie tarcia między taśmą a formą jest jednym ze skutecznych sposobów wytwarzania rzemiosła produkcyjnego i szybkości.Siła walca jest znacznie mniejsza niż siła tarcia, po zmianie matrycy kształtującej z typu trąbkowego na rolkowy tarcie zmniejsza się na dużą skalę.Prędkość produkcji do 80 m/min, prędkość testowania do 100 m/min bez obciążenia.I materiał nie spadnie trochę.Gotowy kabel ma doskonały płynny wygląd.
5.Kończący się
Urządzenie do podłużnych rur stalowych typu ZB04 (aluminium) to sprzęt nowej generacji z wysoką technologią automatyczną.To urządzenie odgrywa ważną rolę w poprawie szybkości produkcji linii osłonowej kabli.