Maszyna do zbrojenia drutu stalowego do kabli podmorskich






Szczegóły produktu
1. Wprowadzenie
W ostatnich latach, wraz z szybkim rozwojem projektów morskich elektrowni wiatrowych, morskich platform wiertniczych, nowych zasobów wysp i komunikacji międzykontynentalnej, zapotrzebowanie na podmorskie kable i podmorskie kable światłowodowe wzrasta z dnia na dzień. Kable podmorskie i podmorskie kable światłowodowe odgrywają bardzo ważną rolę w społeczeństwie informacyjnym i będą w przyszłości ważnym kierunkiem rozwoju branży kabli światłowodowych oraz przewodów i kabli elektrycznych.
Biorąc pod uwagę skomplikowane środowisko układania i środowisko usług oceanu, niezależnie od tego, czy jest to kabel podmorski, czy podmorski kabel światłowodowy, zasadniczo konieczne jest przyjęcie konstrukcyjnego typu pancerza z drutu stalowego, aby wytrzymać siłę zewnętrzną kabla i kabla optycznego podczas proces układania i eksploatacji oraz chronią całą jego strukturę wewnętrzną.
Pancerz z drutu stalowego odgrywa bardzo ważną rolę w kablach podmorskich i podmorskich kablach światłowodowych. Jakość warstwy pancerza będzie miała bezpośredni wpływ na jej żywotność.
Nasza firma ma bogate doświadczenie w badaniach i rozwoju oraz produkcji podmorskiego sprzętu kablowego i podwodnego sprzętu światłowodowego. Opracowana przez naszą firmę maszyna do zbrojenia z drutu stalowego przyjmuje specjalną konstrukcję, która jest maszyną do zbrojenia z drutu stalowego typu kołyskowego, która może realizować 100% skrętu wstecznego. Może być stosowany do jednowarstwowego i dwuwarstwowego pancerza z drutu stalowego zgodnie ze strukturą produktu, który jest szczególnie odpowiedni do pancerza wewnętrznego i zewnętrznego kabli podmorskich, podmorskich kabli światłowodowych i podwodnych fotoelektrycznych kabli kompozytowych.
Opracowana przez naszą firmę maszyna do zbrojenia drutem stalowym jest maszyną z indywidualnym silnikiem.
Jednak tradycyjna maszyna do opancerzenia z drutu stalowego zazwyczaj przyjmuje typ przekładni z wałem naziemnym. Konstrukcja ta ma wiele wad: (1) Przekładnia z wałem naziemnym jest przekładnią otwartą, o słabych warunkach smarowania, a kurz i inne ciała obce łatwo przedostają się do środka, powodując zużycie i uszkodzenie przekładni, a miejsce produkcji jest hałaśliwe; (2) Przyjęcie przekładni zębatej o skomplikowanej konstrukcji, a szczelina między przekładniami jest duża, co powoduje łatwe wstrząsy ruchowe i uszkodzenie wału, kół zębatych i obudowy. Jednocześnie ze względu na skomplikowaną konstrukcję mechaniczną konserwacja całej maszyny jest trudniejsza; (3) Ze względu na ograniczenia wału naziemnego prędkość klatki skręcającej jest niska, a prędkość produkcyjna jest trudna do zwiększenia, co ogranicza wydajność produkcji opancerzenia; (4) Skrzynia biegów ma stałe przełożenie, a jej skok można zmieniać tylko w ograniczonym zakresie. Nie można tego osiągnąć, jeśli skok jest wymagany w niektórych projektach procesów.
2. Funkcje
Opracowaliśmy indywidualną maszynę do zbrojenia z drutu stalowego z silnikiem, każda klatka splotowa i trakcja napędzane są przez indywidualny silnik o następujących cechach:
(1) Każdy element urządzenia napędzany jest oddzielnym silnikiem, bez obudowy i charakteryzującym się niskim poziomem hałasu;
(2) Interfejs operacyjny człowiek-maszyna, parametry procesu można ustawiać i wyświetlać na ekranie operacyjnym oraz modyfikować online. Wygodna obsługa skutecznie poprawia wydajność produkcji;
(3) Skok splotu można regulować bezstopniowo w szerokim zakresie skoku, co jest wygodne dla usprawnienia procesu produkcyjnego;
(4) Przyjęcie konstrukcji przekładni planetarnej, która może realizować w 100% pełne pancerze ze skrętem wstecznym.
3. Główne parametry techniczne
Główne parametry techniczne sprzętu są następujące:
| Typ konstrukcyjny | φ630/12+12 | φ630/18+18 |
| Szpulka płatnicza(mm) | φ630 | φ630 |
| Średnica drutu stalowego (mm) | Φ2.0~Φ6,0 | Φ2.0~Φ6,0 |
| Maks. prędkość skręcania klatki (rpm) | 60 | 40 |
| Skrętny skok | Bezstopniowa | |
| Kierunek działania | Zgodnie z wymaganiami klientów | |
| Uwaga: Oprócz powyższych typów w tabeli możemy również dostarczyć inne typy maszyn do zbrojenia z drutu stalowego, zgodnie ze strukturą produktu klienta. | ||
W porównaniu z tradycyjną maszyną do opancerzenia z drutu stalowego z przekładnią naziemną, maszyna do opancerzenia z drutu stalowego z indywidualnym silnikiem rezygnuje z wielostopniowej skrzyni biegów i układu przekładniowego z wałem naziemnym, upraszcza złożoną konstrukcję mechaniczną całej maszyny, zmniejsza trudność konserwacji mechanicznej i zmniejsza hałas w miejscu produkcji. Dzięki szerokiemu zakresowi zmienności skoku, który może realizować bezstopniową regulację skoku, ułatwiać doskonalenie procesu produkcyjnego i spełniać różne wymagania produktów procesu zbrojenia drutem stalowym.
Główne komponenty

Sprzęt ten składa się głównie z urządzenia spłacającego, klatki do skręcania, uchwytu matrycy, cylindra asfaltowego, niemetalowej maszyny do taśmowania, licznika metrów, urządzenia z podwójnym kołem, odbieraka z przemieszczaniem, ogrodzenia zabezpieczającego, elektrycznego układu sterowania itp.
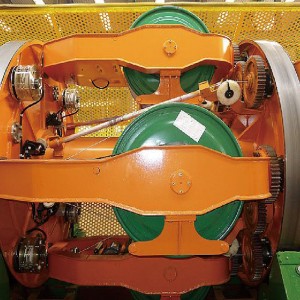
1. Uwięziona klatka


Każda klatka splotowa napędzana jest przez oddzielny silnik prądu przemiennego o zmiennej częstotliwości z funkcją obrotu w lewo i w prawo.
Każda klatka splotowa jest zainstalowana na integralnej spawanej płycie dolnej, a klatka splotowa składa się z silnika głównego, skrzynki redukcyjnej, grubościennego wrzeciona z rurą bez szwu, płyty splotowej, ramy szpulki, spawanej podłogi, pneumatycznego hamulca motylkowego itp.
Rama szpulki jest zainstalowana w ćwiartkach na obwodzie płytki splotowej, a oś ramy szpulki i linia środkowa wału głównego są do siebie równoległe. Przekładnia zwrotna jest zainstalowana za pierwszą ramą szpulki, przód jest połączony z dużym kołem koronowym korpusu skrzyni, tył jest połączony z wałem skrętnym i przyjmuje się pasek rozrządu, jeden koniec jest połączony z wałem skrętnym, a drugi koniec jest połączony z wałem kołyski, który może być wykonany w 100% ze skrętem wstecznym. Rama kołyski i wał są napinane za pomocą tulei napinającej, aby zapewnić wytrzymałość.
Napięcie spłacania przyjmuje oryginalny hamulec histerezy i regulator napięcia niemieckiej serii ZF. Na głównym stole operacyjnym wyświetlane jest napięcie nawijania każdej rolki, które można ustawić. Elektroniczny układ sterowania jest wyposażony we współczynnik regulacji korekcji napięcia i wyświetlacz napięcia, który może zapewnić stałą spłatę napięcia.
Typ z wałem końcowym zaciska się ręcznie lub poluzowuje szpulkę, a urządzenie z kołkiem kołyskowym wykorzystuje automatyczny mechanizm blokujący sprężynowy, który jest wygodny podczas ładowania i rozładowywania szpulki.
Cztery zestawy pneumatycznych hamulców motylkowych, normalny czas zatrzymania jest krótszy niż 12 s (≤ 12 s), zatrzymanie awaryjne jest krótszy niż (≤ 5 s). Rozstaw produktu może być stabilny podczas normalnego parkowania.
Na przednim wsporniku cięgna znajdują się przyciski zatrzymania awaryjnego, dzwonka alarmowego, impulsowania itp., ułatwiające obsługę urządzenia.
Każde pasmo posiada urządzenie do wstępnego formowania (służy do wstępnego odkształcania drutu stalowego). Wstępnie skręcone koła prowadzące na pierwszej i trzeciej tarczy są nieruchome, a koła prowadzące środkowej tarczy mogą poruszać się w górę i w dół. Na dysku znajdują się linie skali, a pozycje początkowe linii skali znajdują się na tym samym okręgu rozkładu. W zależności od lewego lub prawego odkształcenia wymaganego w procesie zbrojenia, urządzenie można wcześniej wykręcić z wymaganego kształtu, aby wyeliminować wewnętrzne naprężenia drutu stalowego, tak aby nie było odbicia ani luzu drutu stalowego podczas procesu zbrojenia.
Cała maszyna posiada funkcję zabezpieczającą rozłączenia, która ma dwa rodzaje: funkcję ochrony programu i przerwanie jednosekcyjnego zestawu skręconych pierścieni miedzianych.
Urządzenie z kołkiem kołyskowym wykorzystuje automatyczny mechanizm blokujący sprężynowy, który jest wygodny przy ładowaniu szpulki.
Rura środkowa klatki skręcającej wyposażona jest w tuleję ochronną blokującą asfalt, którą można wymienić po wypełnieniu asfaltu.
2. Zbiornik na asfalt

Zbiornik na asfalt ma pojemność do 200kg. Dno zbiornika asfaltu jest wyposażone w urządzenie grzewcze z regulatorem temperatury RKC, temperaturę ogrzewania można ustawić i regulować w zakresie 80 ~ 180 ℃, temperatura jest kontrolowana automatycznie, a dokładność kontroli może osiągnąć ± 2 ℃.
Pompa zębata jest zainstalowana w zbiorniku asfaltu w celu bezpośredniego wydobywania asfaltu. Asfalt przechodzi przez pompę zębatą, a rura przez dyszę, aby pokryć kabel na matrycy skręcającej. Silnik pompy zębatej można regulować poprzez konwersję częstotliwości z regulowanym natężeniem przepływu. Podczas parkowania silnik napędza pompę zębatą w kierunku odwrotnym, aby opróżnić pompę zębatą z asfaltu. Asfalt jest zdrapywany przez pompę asfaltu, a silnik powlekający uruchamia się i zatrzymuje w połączeniu z silnikiem głównym, a konstrukcja jest rozsądna. Czujnik kontroluje najwyższy i najniższy poziom cieczy oraz posiada alarmy wysokiego i niskiego poziomu cieczy. Czujnik ma podwójną górną granicę i podwójną dolną granicę.
Główna konfiguracja
1. Silnik przyjmuje markę Siemens;
2. Falownik przyjmuje markę Danfoss;
3. PLC przyjmuje markę Siemens;
4. Ekran dotykowy przyjmuje markę Siemens;
5. Urządzenia elektryczne niskiego napięcia przyjmują marki Schneider lub Delixi;
6. Łożysko przyjmuje marki ha, Wa i Lo.
Często zadawane pytania
P: Czy mogę odwiedzić Twoją fabrykę?
Odp .: Wszystkich klientów z kraju i zagranicy serdecznie zapraszamy do odwiedzenia naszej firmy i fabryki.
P: Czy zapewniacie instalację i uruchomienie?
Odp.: Tak, postępujemy w następujący sposób:
- Gdy tylko klient poinformuje nas, że maszyny są umieszczone we właściwym miejscu, wyślemy inżyniera mechanika i elektryka w celu uruchomienia maszyny.
-Testowanie bez obciążenia: Po całkowitym zainstalowaniu maszyny najpierw przeprowadzamy testy bez obciążenia.
-Testowanie z obciążeniem: Zwykle możemy wyprodukować 3 różne przewody do testowania obciążenia.
-Protokół odbioru: Po potwierdzeniu przez kupującego, że maszyna może osiągnąć wszystkie specyfikacje określone w umowie, raport odbioru zostanie podpisany do naszego protokołu, że maszyna będzie objęta okresem gwarancyjnym.
P: Jakie informacje powinienem podać, aby otrzymać od Ciebie szczegółową wycenę?
Odp.: W przypadku pojedynczej maszyny: Zwykle musimy znać rozmiar drutu wlotowego, rozmiar drutu wylotowego, który ma zostać wyprodukowany, wydajność, opłacalność i rozmiar, aby wybrać odpowiednią maszynę.
W przypadku nowej fabryki kabli lub nowej linii do produkcji kabli musimy znać arkusz danych kabli, które mają zostać wyprodukowane, produktywność, standardy, których należy przestrzegać itp., aby zaprojektować wszystkie potrzebne maszyny.
P: Czy możesz dostarczyć sprzęt pomocniczy wraz z maszynami?
Odpowiedź: Tak, zdecydowanie.
Do naszych maszyn dostarczyliśmy wymiennik ciepła, maszynę do filtrowania proszków miedziano-aluminiowych, wieżę chłodniczą, agregat chłodniczy, sprężarkę powietrza, matryce ciągnące, maszynę wskazującą, zgrzewarki na zimno, szpule itp.
P: Czy mógłbyś zaprojektować całą fabrykę?
Odp.: tak, to jest nasza zaleta.
Z arkuszem danych kabla, który ma zostać wyprodukowany, standardem, którego powinny przestrzegać Twoje kable, oraz oczekiwaną wydajnością. Nasz inżynier ds. technologii produkcji i maszyn wykona projekt maszyn produkcyjnych, sprzętu testowego, akcesoriów takich jak szpule, matryce, linie przewijające i potrzebne materiały.
P: Jak mogę poznać status mojego zamówienia?
Odp.: Mamy nasz system OA umożliwiający śledzenie produkcji.
Na każde Twoje życzenie możemy wysłać zdjęcia i filmy z Twojego zamówienia, możemy również użyć FACETIME, aby poinformować Cię o produkcji.
P: Jak pracujesz nad inspekcją przed dostawą?
Odp.: Podczas produkcji przeprowadzimy testy równowagi dynamicznej, testy poziomości, testy hałasu itp.
Po zakończeniu produkcji zazwyczaj przed dostawą uruchamiamy każdą maszynę bez obciążenia. Klienci są mile widziani podczas kontroli.
P: W jakich wystawach będziecie uczestniczyć, czy możemy spotkać się na targach?
Odp.: Międzynarodowe Targi Drutu i Kabla w Dusseldorfie;
Targi Wire w Ameryce Południowej;
Międzynarodowe Targi Drutu i Kabla w Szanghaju;
Międzynarodowe Targi Drutu w Stambule itp.
drutowe Targi Azji Południowo-Wschodniej itp.