


الرسم ، خط ترادفي العزل SFS
















تفاصيل المنتج
في الوقت الحاضر ، دخل العالم بالفعل في مجتمع المعلومات.LAN ، الوحدة الأساسية لشبكة المعلومات عالية السرعة ، يزداد معدل نقلها مع تطور المجتمع.
يعد كبل البيانات أحد أهم وسائط النقل للشبكة المحلية ، كما أن تطور الشبكة المحلية يقود النمو السريع لكابل البيانات.في المستقبل لفترة طويلة ، سيتم استخدام كبلات البيانات على نطاق واسع.
من أجل تلبية متطلبات نقل المعلومات عالية السرعة للشبكات الاجتماعية اليوم ، تطورت كابلات البيانات من معدلات الإرسال المنخفضة مثل Cat.3 و Cat.5e و Cat.6 إلى معدلات نقل أعلى من Cat.6A و Cat.7 ، والقط.7A وحتى أعلى فئة Cat.8.
مع تطور شبكات الاتصال ، أصبحت Cat.6A والفئات الأعلى من كبلات البيانات هي المنتجات الرئيسية لأنظمة أسلاك الشبكة.من أجل تحقيق أداء نقل أفضل ، لم تعد كابلات البيانات تستخدم العزل الصلب التقليدي ، ولكن يجب أن تستخدم نوع العزل الرغوي.من أجل ضمان وصول قلب السلك المعزول إلى حجم هندسي دقيق للغاية وأفضل جودة.في الوقت الحاضر ، يعتمد بثق فئات Cat.6A وما فوقها خط إنتاج بثق ترادفي لعزل الجلد والرغوة والجلد.
بثق العزل هو أهم عملية إنتاج لكابلات البيانات.ترتبط جودة العزل ارتباطًا مباشرًا بمؤشرات أداء منتج كابل البيانات بالكامل.تتمتع شركتنا بسنوات عديدة من الخبرة في البحث والتطوير وتصنيع معدات إنتاج كابل البيانات.يحتوي خط إنتاج البثق الترادفي لعزل الجلد الرغوي على العديد من التقنيات الأساسية ، والتي تناسب إنتاج Cat.6A و Cat.7 و Cat.7A و Cat.8 لعزل الرغوة.يمكن أن يفي أداء الاختبار لمنتجات الكابلات النهائية بمتطلبات ISO 11801 و IEC 61156 و ANSI / TIA 568 وغيرها من المعايير.
1. الميزات
1) اعتماد الرسم ، التلدين المستمر ، آلة متكاملة للتسخين المسبق لجعل الموصل النحاسي والعزل يلتصقان جيدًا ؛
2) يعتمد الطارد الرئيسي برغي رغوة حقن الغاز الأكثر تقدمًا في العالم ، مع تفريغ مستقر ورغوة موحدة ؛
3) يعتمد جهاز بثق الجلد الداخلي والخارجي تحويل التردد والتحكم في القوة الموجهة لجعل سمك الجلد الداخلي والخارجي موحدًا ومتسقًا ؛
4) اعتماد نظام حقن الغاز المضغوط بالنيتروجين عالي الدقة الألماني وإبرة الغاز الدقيقة لإنتاج فقاعات دقيقة وحتى ؛
5) اعتماد الاستلام المزدوج التلقائي وتغيير البكرة ، والذي يمكن أن يحقق التغيير التلقائي للبكرة دون توقف ، مما يحسن بشكل كبير من كفاءة الإنتاج ؛
6) التحكم الكامل في الكمبيوتر الصناعي ، والتحكم عبر الإنترنت في قطر الأسلاك النحاسية ، والقطر الخارجي للعزل ، وسعة الماء ، والتركيز ، ودرجة الرغوة ، إلخ.
خط إنتاج البثق الترادفي للرسم ، التلدين ، التسخين المسبق المقدم من شركتنا لديه أكثر من 80٪ من حصة السوق في الصين ، ويتم تصديره أيضًا إلى دول مختلفة في العالم.اختيارنا لا يعني فقط اختيار خط إنتاج عزل رغوة كابل البيانات ذي المستوى العالمي ، ولكن أيضًا اختيار الدعم الفني من الدرجة الأولى وخدمة ما بعد البيع.يعاني خط الإنتاج هذا من صعوبة تشغيل عالية للغاية ، لكن لدينا فريقًا تقنيًا محترفًا يمكنه مساعدة العملاء على إكمال التثبيت والتشغيل بنجاح لخط الإنتاج ، وتزويد العملاء بتدريب تقني احترافي ، وتمكين العملاء من إتقان تقنية إنتاج الرغوة حقًا.في نفس الوقت ، وفقًا لحجم السلك المنتج من قبل العميل ، فإن تصميم قالب سحب الأسلاك وقوالب بثق الرغوة يمكن أن يكون مجانيًا للعميل.
2. المعلمات التقنية الرئيسية
| ماكس.ينليت ديا.من الأسلاك النحاسية (مم) | 2.6 |
| منفذ ديا.من الأسلاك النحاسية (مم) | 0.40~0.65 |
| الأعلى.الانتهاء من القطر الخارجي للعزل | 3.0 |
| مواد العزل المطبقة | البولي إثيلين المنخفض الكثافة、MDPE、HDPE |
| نوع العزل المطبق | رغوة الجلد |
| تركيز العزل (٪) | ≥95 |
| أعلى درجة رغوة (٪) | 70 |
| سرعة الإنتاج (م / دقيقة) | PE الصلبة: بحد أقصى 1200 رغوة الجلد والجلد PE: بحد أقصى 1000 |
| اتجاه التشغيل | من اليسار إلى اليمين / من اليمين إلى اليسار |
3. تأثير الإنتاج

المكونات الرئيسية

وحدة الدفع ، آلة متكاملة للتسخين والتلدين بالسحب ، آلة بثق (بما في ذلك آلة بثق الجلد الداخلية ، آلة بثق الرغوة ، آلة بثق الجلد الخارجي ، الرأس المتقاطع ، إلخ) ، آلة شفط الفراغ الأوتوماتيكية ، خلاط ماستر ، نظام حقن الغاز عالي الضغط ، خزان مياه التبريد ، جهاز تبريد مع عجلة جر ، جهاز تجفيف الأسلاك ، شرارة ، نظام تحكم zumbach عبر الإنترنت (بما في ذلك مقياس قطر السلك النحاسي ، جهاز اختبار سعة الماء ، مقياس قطر الليزر / جهاز اختبار الانحراف) ، وحدة أخذ مزدوجة أوتوماتيكية بالكامل ، نظام تحكم كهربائي ، إلخ.
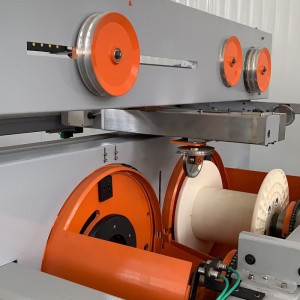
1. آلة متكاملة الرسم ، التلدين ، التسخين المسبق
يعتمد خط الإنتاج هذا على معدات السحب والتلدين والتسخين المتكاملة ، والتي تتميز بهيكل مضغوط ويقلل بشكل فعال من مساحة خط الإنتاج.
يمكن لآلة سحب الأسلاك سحب ما يصل إلى 17 قالبًا.عن طريق تعديل عدد القوالب ، يمكنها سحب أسلاك نحاسية بأقطار سلكية مختلفة.من السهل تغيير القوالب ولديها نطاق واسع من قطر السلك.
إن تيار التلدين لآلة التلدين قابل للتعديل وسرعة السحب متزامنة تلقائيًا ، مما يضمن بشكل فعال الاتساق والتوحيد لأداء سحب الأسلاك النحاسية بعد التلدين.بعد التلدين ، يمكن أن تصل استطالة الأسلاك النحاسية إلى 18٪ 28٪.
لا تحتاج آلة التلدين إلى حقن إضافي للبخار ، يمكن للمعدة توليد البخار بشكل مستقل لحماية الأسلاك النحاسية الملدنة من الأكسدة والمظهر اللامع.
يمكن أن تصل درجة حرارة التسخين المسبق إلى 140 ℃ ، ولا حاجة إلى مسخن مسبق إضافي للموصل ، بحيث يكون للسلك النحاسي التصاق جيد بالطبقة العازلة.
يضمن جهاز التبريد المتداول لسائل التشحيم وجهاز تصفية مستحلب النحاس لآلة سحب الأسلاك عدم التصاق مسحوق النحاس بمخرج القوالب والأسلاك النحاسية.لا يطيل عمر خدمة قوالب الرسم فحسب ، بل يضمن أيضًا جودة سطح الأسلاك النحاسية.
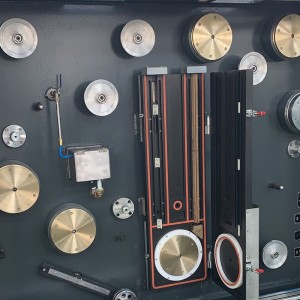
2. الطارد
تشمل أجهزة البثق آلة بثق الجلد الداخلية ، والطارد الرئيسي ، وجهاز بثق الجلد الخارجي ، والرؤوس المتصالبة.
يتم وضع الطارد الرئيسي أفقيًا ، ويتم توصيل أجهزة بثق الجلد الداخلية والخارجية عموديًا بالتسخين المتقاطع لتحقيق البثق المشترك ثلاثي الطبقات للجلد الرغوي مع الطارد الرئيسي.
يعتمد الطارد الرئيسي على برغي رغوة حقن الغاز الأكثر تقدمًا في العالم ، مع تفريغ ثابت ورغوة موحدة.تعتمد آلات بثق الجلد الداخلية والخارجية تحويل التردد والتحكم في النواقل لجعل سمك الجلد الداخلي والخارجي موحدًا ومتسقًا ؛
تتبنى الرؤوس المتقاطعة رأسًا متصالبًا عالي الدقة متمركزًا ذاتيًا من شركة MICRODIA السويسرية الصنع ، والتي يمكن ضبطها للحصول على تركيز أعلى للعزل.
3. نظام حقن النيتروجين عالي الضغط
يتم استخدام نظام حقن الغاز المضغوط بالنيتروجين عالي الدقة وإبرة الغاز الدقيقة المصنوعة في ألمانيا لحقن النيتروجين عالي الضغط بالتساوي في الطارد الرئيسي لإنتاج فقاعات دقيقة وموحدة.كمية حقن الغاز قابلة للتعديل وفقًا لدرجة الرغوة ، ويكون حقن الغاز موحدًا.
4. نظام التحكم Zumbach عبر الإنترنت
يشتمل نظام التحكم zumbach عبر الإنترنت على مقياس قطر الأسلاك النحاسية ، واختبار سعة الماء ، ومقياس قطر الليزر / جهاز اختبار الانحراف ونظام التحكم ، إلخ.
يمكن للنظام تحقيق إحصائيات المراقبة المستمرة وتسجيل قطر السلك النحاسي ، والقطر الخارجي للعزل ، وتركيز العزل ، والسعة المائية بعد سحب التلدين ، بحيث تكون حالة الإنتاج بأكملها خالية من العوائق.
يحتوي النظام على تحكم ذكي ، وواجهة تشغيل سهلة ، ولغات متعددة للاختيار من بينها ، وقاعدة بيانات معلومات المنتج ذات السعة الكبيرة ، والتي يمكنها عرض سجلات بيانات عملية الإنتاج.
قطع غيار تجارية
1. يعتمد محرك التيار المتردد على ماركة Siemens أو ABB.
2. العاكس يعتمد ماركة سيمنز.
3. تستخدم محركات DC علامة تجارية مشهورة في الصين.
4. المتحكم في المحرك DC يتبنى ماركة Parker الأمريكية.
5. يتبنى PLC ماركة Siemens.
6. تستخدم الأجهزة الكهربائية الرئيسية ذات الجهد المنخفض Schneider والعلامة التجارية الصينية المشهورة.
7. تتبنى شاشة العرض ماركة Siemens.
8. المحامل الرئيسية تعتمد علامتي NTN و NSK اليابانية.
المعدات المساعدة
آلة التأشير والتوتير
 في الإنتاج الفعلي ، الحد الأقصى.يمكن أن يصل قطر السلك النحاسي إلى 2.6 مم.من أجل جعله يمر عبر فتحة القالب لقالب سحب الأسلاك ، يجب شحذ السلك النحاسي.آلة التأشير والتوتير هذه عبارة عن معدات خاصة للأسلاك كبيرة الحجم التي تمر عبر فتحات قوالب أصغر.
في الإنتاج الفعلي ، الحد الأقصى.يمكن أن يصل قطر السلك النحاسي إلى 2.6 مم.من أجل جعله يمر عبر فتحة القالب لقالب سحب الأسلاك ، يجب شحذ السلك النحاسي.آلة التأشير والتوتير هذه عبارة عن معدات خاصة للأسلاك كبيرة الحجم التي تمر عبر فتحات قوالب أصغر.
تتكون هذه الآلة بشكل أساسي من بكرتين مع تمرير غريب الأطوار.عندما تدور الأسطوانة ، يتغير شكل التمرير من كبير إلى صغير ، ثم صغير إلى كبير ، ويقوم التردد بحركة دورية بزاوية 180 درجة.عندما يكون شكل الثقب هو الأكبر ، يتم دفع السلك للأمام.مع تغيير شكل ثقب الأسطوانة ، ينخفض التغيير المنتظم للمقطع العرضي للسلك ، ويتم سحبه بواسطة الأسطوانة.
خط الإنتاج هذا مزود بآلة تأشير وتوتير ولا يتطلب تحضيرًا إضافيًا من قبل العميل.يتم تثبيت الجهاز على مضيف سحب الأسلاك.لا تقلل طريقة التثبيت هذه من تأثير المعدات بشكل فعال فحسب ، بل إنها تسهل أيضًا الرأس المتداول وخيوط الأسلاك النحاسية الواردة.إنه لا يجعل المشغل سهل التشغيل فحسب ، بل يحسن أيضًا كفاءة لولبة القوالب.
التركيب والتشغيل
قبل 14 يومًا من الفحص قبل التسليم ، يجب على العميل إبلاغنا بجدول خطة التركيب والتشغيل والاختبار.سينتهي الطرفان من هذه الخطة خلال فترة الزيارة التفتيشية.يتحمل العميل مسؤولية تركيب المعدات في المصنع وفقًا لتعليماتنا.
سيغادر المتخصصون الثلاثة لدينا للتشغيل (فحص توصيلات الأسلاك والكابلات ، وإمدادات المياه ، وإمدادات الهواء ، وما إلى ذلك ، وإجراء التصحيحات) ، وتعديل المعدات وبدء التشغيل التجريبي لموقع العميل في غضون 15 يومًا بعد اكتمال التثبيت.يجب إجراء التشغيل التجريبي فور انتهاء التشغيل.يجب على الأخصائيين إثبات أثناء التشغيل التجريبي أن الجهاز الفردي للمعدات قد تم تركيبه واختباره بشكل صحيح.يجب إجراء الاختبارات التجريبية من قبل المتخصص بمساعدة عمال العميل والموظفين التقنيين.
يجب على العميل توفير تسهيلات مجانية للاختبارات مثل المواد والمرافق والأجهزة التي قد تكون مطلوبة بشكل معقول لإجراء مثل هذه الاختبارات.
مدة التشغيل التجريبي والتكليف القصوى.30 يوم عمل.
التعليمات
س: التكليف أثناء وباء COVID-19؟
ج: Covid-19 يخلق طريقة جديدة للعمل.
فكيف يمكننا الاستمرار في أعمال التفتيش الآن؟
يمكن للعملاء أن يطلبوا من الطرف الثالث إجراء الفحص.
يمكننا أيضًا إجراء فحص مع العميل عن طريق مكالمة فيديو وجهًا لوجه.
للتكليف ، هل سيكون الأمر أكثر صعوبة؟
لقد بذلنا المزيد من الجهود للتغلب على صعوبة سفر الفني الصيني للتكليف.أولاً ، انتهينا من أعمال التكليف قبل الإرسال ، ثم سنقوم بالتشغيل عبر الإنترنت مع فريق العميل.لقد حققنا بالفعل إنجازًا رائعًا.تم الانتهاء من تشغيل جميع الآلات التي تم إرسالها أو أثناء التشغيل ، وأصعب الآلات التي نجحنا هي ، خط SFS الترادفي للقطط 6 أ ، 7 ، أسطوانة الإعصار ، خط التركيب ، إلخ.
من خلال كل هذه الأنشطة ، نحاول تقليل قلق العملاء بشأن الاستثمار والتنمية.
س: هل يمكنني زيارة المصنع الخاص بك؟
ج: جميع العملاء من الداخل والخارج مرحب بهم بحرارة لزيارة شركتنا ومصنعنا.
س: هل تقدمون التركيب والتشغيل؟
ج: نعم ، نقوم بما يلي:
- بمجرد أن يخبرنا العميل أن الآلات قد تم وضعها في المكان المناسب ، سوف نرسل مهندسًا ميكانيكيًا وكهربائيًا لبدء تشغيل الماكينة.
- اختبار عدم التحميل: بعد تثبيت الماكينة بالكامل ، نجري اختبار عدم التحميل أولاً.
- اختبار مع الحمل: عادة ما يمكننا إنتاج 3 أسلاك مختلفة لإجراء اختبار الحمل.
سيتم توفير إجراءات التركيب والتشغيل المرنة بموجب COVID-19 بواسطة LINT TOP.
-تقرير القبول: بعد أن يؤكد المشتري أن الآلة يمكنها الوصول إلى جميع المواصفات بموجب العقد ، سيتم توقيع تقرير القبول لسجلنا بأن الماكينة ستكون في فترة الضمان.
س: ما المعلومات التي يجب أن أقدمها للحصول على عرض أسعار مفصل منك؟
ج: بالنسبة لآلة واحدة: عادة ما نحتاج إلى معرفة حجم سلك المدخل ، وحجم سلك المخرج الذي سيتم إنتاجه ، والإنتاجية ، والسداد ، واتخاذ الحجم لاختيار الجهاز المناسب.
بالنسبة لمصنع الكابلات الجديد أو خط إنتاج الكابلات الجديد ، نحتاج إلى معرفة ورقة بيانات الكابلات التي سيتم إنتاجها ، والإنتاجية ، والمعايير التي يجب اتباعها ، وما إلى ذلك لتصميم جميع الآلات المطلوبة.
س: هل يمكنك توفير المعدات المساعدة جنبًا إلى جنب مع الآلات؟
ج: نعم بالتأكيد.
لقد قمنا بتزويد المبادل الحراري ، آلة تصفية مسحوق النحاس / الألومنيوم ، برج التبريد ، المبرد ، ضاغط الهواء ، قوالب السحب ، آلة التأشير ، اللحام البارد ، البكرات وما إلى ذلك مع أجهزتنا.
س: هل يمكنك تصميم المصنع بأكمله؟
ج: نعم هذه مصلحتنا.
مع إنتاج ورقة بيانات الكبل ، المعيار الذي يجب أن تتبعه الكابلات ، والإنتاجية التي توقعتها.سيقوم مهندسنا في تكنولوجيا الإنتاج والآلات بتصميم آلات الإنتاج ، ومعدات الاختبار ، والإكسسوارات مثل البكرات ، والقوالب ، وخطوط اللف والمواد اللازمة.
س: كيف يمكنني معرفة حالة طلبي؟
ج: لدينا نظام الزراعة العضوية لدينا لتتبع الإنتاج.
يمكننا إرسال صور ومقاطع فيديو لطلبك لأي من طلباتك ، كما يمكننا استخدام FACETIME لإعلامك بالإنتاج.
س: كيف تعملون على الفحص قبل التسليم؟
ج: سنقوم بإجراء اختبار التوازن الديناميكي ، واختبار الاستواء ، واختبار الضوضاء ، وما إلى ذلك أثناء الإنتاج.
بعد الانتهاء من الإنتاج ، عادة ما نقوم بتشغيل كل آلة بدون حمولة قبل التسليم.نرحب بالعملاء لحضور التفتيش.
س: ما هي المعارض التي ستحضرها ، هل يمكن أن نلتقي في المعرض؟
ج: معرض دوسلدورف الدولي للأسلاك والكابلات ؛
معرض الأسلاك في أمريكا الجنوبية ؛
معرض الأسلاك والكابلات الدولي في شنغهاي ؛
معرض اسطنبول الدولي للأسلاك ، إلخ.
معرض الأسلاك في جنوب شرق آسيا ، إلخ.





