


Koncentryczna maszyna do skręcania











Szczegóły Produktu
1. Szczegóły produkcji
Koncentryczna maszyna do skręcania to nowy typ maszyny do szybkiego skręcania, używana głównie do skręcania, ciągnienia i prasowania dużej długości żyły miedzianej, żyłki aluminiowej, żyłki ze stopu aluminium i innego okrągłego przewodnika, może być również używana do splatania / wstępnego skręcania i tłoczenie przewodu sektorowego.
Koncentryczna maszyna do skręcania może zastąpić sztywną splotkę niektórych specyfikacji i modeli.
Ma dwa tryby konfiguracji: tryb pojedynczej szpulki i tryb podwójnej szpulki.
Tryb pojedynczej szpuli jest wyposażony w jedną szpulę gromadzącą drut.Po zakończeniu splatania drutu na szpulce akumulacyjnej drut należy przewinąć na szpulkę.W tym trybie proces przewijania i skręcania nie może być wykonywany w tym samym czasie, a wydajność produkcji jest zmniejszona, ale skraca się długość sprzętu i zmniejsza się koszt.
Tryb podwójnej szpulki jest wyposażony w dwie szpulki gromadzące drut.Kiedy jedna szpulka gromadząca drut jest używana do splatania i skręcania, druga jest przewijana.W tym trybie proces przewijania i skręcania odbywa się w tym samym czasie, a wydajność produkcji jest wysoka.
2. Funkcje
1. Stojak do wypłaty ma dużą pojemność akumulacyjną i nadaje się do splatania pojedynczych przewodów o dużej długości.
2. Ponieważ klatka przyjmuje koncentryczną strukturę, prędkość obrotowa jest wysoka, prędkość skręcania jest duża, co poprawia wydajność produkcji.
3. Szpula jest wbudowana w sprzęt, nie ma potrzeby ładowania ani rozładowywania szpulki, co znacznie zmniejsza pracochłonność pracowników.
4. Wykorzystując metodę splatania polegającą na zwalnianiu wielu drutów, każda szpulka może uwolnić trzy lub więcej drutów.Sprzęt ma zwartą konstrukcję i oszczędza miejsce na podłodze.
5. Wypłata i odbiór szpuli gromadzącej drut jest napędzany przez oddzielny serwosilnik prądu przemiennego, kontrolowany przez konwersję częstotliwości, a napięcie jest stabilne, dokładne i regulowane.
6. Ma zwartą i rozsądną konstrukcję z mniejszą ilością zużywających się części, dzięki czemu zmniejsza koszty konserwacji.
7. Mniej hałasu.Przyjazny środowisku.
3. Parametry techniczne
| Średnica pojedynczego drutu (mm) | Miedź | 1,5~4,5 |
| Aluminium | 1,8~5,0 | |
| Stop aluminium | 1,5~4,5 | |
| Prędkość obrotowa (rpm) | Maks. 500 | |
| Prędkość linii (m/min) | Maks. 120 | |
| Prędkość przewijania linii (m/min) | Maks. 200 | |
Główne składniki

Linia produkcyjna składa się głównie z centralnej wypłaty typu końcowego wału (lub centralnej wypłaty zwijania), wypłaty typu zwijania i przewijania (lub wypłaty z przewijania szpulki), klatki, uchwytu matrycy do zamykania drutu, licznika metrów , kabestan z podwójnym kołem, podbieracz portalu, elektryczny system sterowania, osłona ochronna, ogrodzenie zabezpieczające i inne elementy.
1. Opłata za zwijanie i przewijanie

Składa się z ramy klatki, zestawu kierownicy, urządzenia do kontroli napięcia itp.
Kosze zwijające są rozmieszczone po obu stronach ramy klatki, pojedynczy drut jest pobierany do aktywnego podajnika drutu przez koło prowadzące.Napięcie spłacania można kontrolować mechanicznie, które można regulować ręcznie.Druty są ponownie nawijane na płytkę gromadzącą drut poprzez system prowadzenia drutu.
Rama klatki wykonana jest ze spawanych rur kwadratowych, z platformą do przewlekania drutu i ogrodzeniem ochronnym.
Wyposażone w drabinki zabezpieczające ułatwiające nawlekanie drutu.
Można również zastosować wypłatę przez przewijanie szpulki.
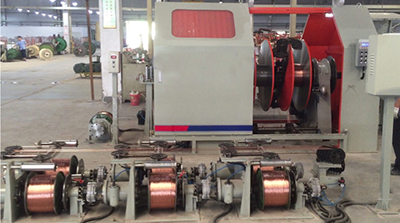
2. Klatka
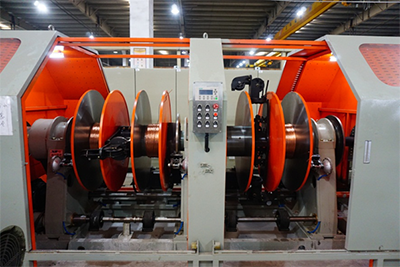
Klatka jest koncentryczną strukturą (środek szpuli pokrywa się z obracającym się środkiem klatki) i składa się z przednich i tylnych wsporników łożysk, systemu ulotek, systemu szpul gromadzących drut, systemu dystrybucji drutu.Klatka, szpula gromadząca drut i system przesuwu są napędzane przez niezależne silniki konwersji częstotliwości.
Druty są wyciągane z ulotki zainstalowanej między dwiema szpulami.Klatka dzieli zestaw ulotek na każde dwie szpule gromadzące drut i kontroluje dwie szpule, aby spłacić w tym samym czasie. Głowicę ulotki można dowolnie obracać o 360 stopni.Druty w szpuli gromadzącej drut są prowadzone przez ulotkę do rurki nawlekającej na wewnętrznej ścianie wału głównego, a następnie przechodzą przez system rozprowadzania drutu na wspornikach wylotowych w celu skręcenia.
Start szpuli gromadzącej drut sterowany jest za pomocą zestawu układów kół ciernych, które można łączyć lub sterować indywidualnie.Każda grupa szpul gromadzących drut ma zestaw powiązanych elementów sterujących hamulcami tarczowymi, aby zapewnić jakość skręconego drutu.
Każda klatka wyposażona jest w zespół poprzecznicy przewijającej, a drut nawijany jest na drut gromadzący szpulę klatki poprzez zewnętrzne przewijanie.Druty nawijane na szpulę gromadzącą drut są ułożone przez zespół przesuwu ślimaka z oddzielnym silnikiem.Skok przesuwu jest kontrolowany przez PLC, który można ustawić i modyfikować na ekranie dotykowym.Wszystkie szpule gromadzące drut można przewijać jednocześnie lub pojedynczo.
Oddzielny silnik służy do aktywnego splatania, a drut jest kontrolowany przez niezależny kontroler napięcia.Napięcie można ustawić i modyfikować na ekranie dotykowym.System kontroli naprężenia ma funkcję kompensacji naprężenia, która może zapewnić stabilne i stałe napięcie od pełnej szpulki do pustej szpulki.
Płyta rozdzielcza ma urządzenie zabezpieczające przed przerwaniem drutu.
Główny wał klatki ma pneumatyczny hamulec tarczowy, który ma duży moment hamowania i niezawodne hamowanie.Każda szpula gromadząca drut wyposażona jest w oddzielny hamulec tarczowy, który współpracując z silnikiem napinającym zapewnia stabilny skok podczas zatrzymywania i zwalniania.
Klatka przyjmuje integralną osłonę ochronną, którą można pchać i ciągnąć poziomo, i ma zabezpieczenie elektryczne.
Części handlowe
1. Główny silnik przyjmuje znaną i dobrej jakości markę.
2. PLC przyjmuje firmę Siemens.
3. Przetwornica częstotliwości przyjmuje Danfoss.
4. Ekran dotykowy przyjmuje Siemens.
5. Łożysko przyjmuje HRB, ZWZ i LYC.
Wydajność
Biorąc za przykład 37-rdzeniową splotkę aluminiową, wydajność produkcji koncentrycznej skrętki jest następująca.Tylko w celach informacyjnych.
| Produkcja i obliczanie czasu pomocniczego koncentrycznej maszyny do splotów (w tym przewijanie, spawanie i skręcanie) | |||||||||||||
| Specyfikacje produkcyjne | Liczba szpul | Poziom (mm) | Prędkość obrotowa (rpm) | Linia prędkości (m/min) | Czas splotu pełnej szpulki (3 przewody) (min) | Czas przewijania pełnej szpulki (3 druty) (min) | Czas zgrzewania doczołowego podczas przewijania (min) | Czas potrzebny na jeden cykl produkcyjny w trybie pojedynczej szpuli (h) | Czas potrzebny na jeden cykl produkcyjny w trybie podwójnej szpuli (h) | ||||
| Długość pojedynczego drutu (m) | Czas osiadania (min) | Szybkość przewijania (m/min) | Czas przewijania (min) | Liczba spawów | Czas spawania jednego drutu (min) | Czas spawania (min) | |||||||
| Średnica pojedynczego drutu 2,09 mm | 2 szpulki | 156 | 500 | 78 | 15772 | 202 | 120 | 131 | 12 | 1.5 | 18 | 7.4 | 5.2 |
| 4 szpule | 166 | 470 | 78 | 15772 | 202 | 120 | 131 | 24 | 1.5 | 36 | |||
| 6 szpul | 211 | 370 | 78 | 15772 | 202 | 120 | 131 | 36 | 1.5 | 54 | |||
| Średnica pojedynczego drutu 2,34 mm | 2 szpulki | 175 | 500 | 88 | 12582 | 144 | 120 | 105 | 12 | 1.5 | 18 | 5.9 | 4.2 |
| 4 szpule | 182 | 481 | 88 | 12582 | 144 | 120 | 105 | 24 | 1.5 | 36 | |||
| 6 szpul | 233 | 376 | 88 | 12582 | 144 | 120 | 105 | 36 | 1.5 | 54 | |||
| Średnica pojedynczego drutu 2,61 mm | 2 szpulki | 195 | 500 | 98 | 10113 | 104 | 120 | 84 | 12 | 1.5 | 18 | 4.9 | 3.5 |
| 4 szpule | 204 | 478 | 98 | 10113 | 104 | 120 | 84 | 24 | 1.5 | 36 | |||
| 6 szpul | 260 | 375 | 98 | 10113 | 104 | 120 | 84 | 36 | 1.5 | 54 | |||
| Interpretacja: 1) Prędkość przewijania drutu aluminiowego wynosi 120 m/min, prędkość przewijania drutu miedzianego można zwiększyć do ponad 150 m/min. 2) Liczba spawów jest oparta na cięciu i przewijaniu drutu na szpulce przed zakończeniem skręcania. 3) Czas spawania oparty jest na czasie spawania drutem wynoszącym 1,5 minuty, który można dostosować do rzeczywistego czasu pracy. 4)Czas potrzebny na jeden cykl produkcyjny w trybie pojedynczej szpulki = czas splatania + czas przewijania (jedna szpulka) + czas zgrzewania 2 szpul + czas zgrzewania 4 szpul + czas zgrzewania 6 szpul. 5) Czas potrzebny na jeden cykl produkcyjny w trybie podwójnej szpuli = czas splatania + czas zgrzewania 2 szpul + czas zgrzewania 4 szpul + czas zgrzewania 6 szpul. | |||||||||||||
Często zadawane pytania
P: Uruchomienie podczas epidemii COVID-19?
O: Covid-19 tworzy nowy sposób prowadzenia działalności.
Jak więc możemy teraz kontynuować prace kontrolne?
Klienci mogą poprosić stronę trzecią o dokonanie kontroli.
Możemy również przeprowadzić inspekcję z klientem za pośrednictwem wideorozmowy twarzą w twarz.
Czy w przypadku uruchomienia będzie to trudniejsze?
Dokładamy wszelkich starań, aby przezwyciężyć trudności związane z podróżami chińskiego technika w celu uruchomienia.Najpierw zakończyliśmy prace rozruchowe przed wysyłką, następnie dokonamy uruchomienia on-line z zespołem klienta.Mamy już wielkie osiągnięcie.Wszystkie wysłane maszyny zostały zakończone rozruchem lub w trakcie rozruchu, najtrudniejszymi maszynami, które nam się udało, są linia tandemowa SFS dla kat. 6a, 7, skręcarka bębnowa, linia do mieszania itp.
Poprzez wszystkie te działania staramy się zmniejszyć obawy klientów dotyczące inwestycji i rozwoju.
P: Czy mogę odwiedzić twoją fabrykę?
Odp .: Wszystkich klientów z kraju i zagranicy serdecznie zapraszamy do odwiedzenia naszej firmy i fabryki.
P: Czy dostarczasz instalację i uruchomienie?
Odp .: Tak, robimy w następujący sposób:
- Gdy tylko klient poinformuje nas, że maszyny są ustawione we właściwym miejscu, wyślemy inżyniera mechanika i elektryka do uruchomienia maszyny.
- Testowanie bez obciążenia: Po całkowitym zainstalowaniu maszyny najpierw przeprowadzamy testy bez obciążenia.
-Testowanie z obciążeniem: Zwykle możemy wyprodukować 3 różne przewody do wykonania testów obciążenia.
Elastyczne środki instalacji i uruchomienia zostaną zapewnione w ramach COVID-19 przez LINT TOP.
-Raport odbioru: Po potwierdzeniu przez kupującego, że maszyna może osiągnąć wszystkie specyfikacje w ramach umowy, protokół odbioru zostanie podpisany dla naszego zapisu, że maszyna będzie w okresie gwarancyjnym.
P: Jakie informacje powinienem podać, aby otrzymać od ciebie szczegółową wycenę?
Odp .: W przypadku pojedynczej maszyny: Zwykle musimy znać rozmiar drutu wejściowego, rozmiar drutu wyjściowego do wyprodukowania, wydajność, opłacalność i rozmiar, aby wybrać odpowiednią maszynę.
W przypadku nowej fabryki kabli lub nowej linii do produkcji kabli musimy znać arkusz danych kabli, które mają być produkowane, wydajność, standardy, których należy przestrzegać itp., Aby zaprojektować wszystkie potrzebne maszyny.
P: Czy możesz dostarczyć sprzęt pomocniczy wraz z maszynami?
O: Tak, zdecydowanie.
Wraz z naszymi maszynami dostarczyliśmy wymiennik ciepła, miedź/aluminium filtr proszkowy, chłodnię kominową, agregat chłodniczy, sprężarkę powietrza, tłoczniki, szpulki, spawarki na zimno, szpulki itp.
P: Czy możesz wykonać projekt dla całej rośliny?
Odp .: Tak, to jest nasza zaleta.
Wraz z arkuszem danych kabla, który ma zostać wyprodukowany, standardem, którego powinny przestrzegać twoje kable, oczekiwaną wydajnością.Nasz inżynier ds. technologii produkcji i maszyn zaprojektuje maszyny produkcyjne, sprzęt testowy, akcesoria takie jak szpulki, matryce, linie przewijające oraz potrzebne materiały.
P: Jak mogę poznać status mojego zamówienia?
Odp .: Mamy nasz system OA do śledzenia produkcji.
Na każde Twoje życzenie możemy wysłać zdjęcia i filmy z Twojego zamówienia, możemy również użyć FACETIME, aby poinformować Cię o produkcji.
P: Jak pracujesz nad inspekcją przed dostawą?
Odp .: Podczas produkcji przeprowadzimy dynamiczne testy równowagi, testy poziomu, testy hałasu itp.
Po zakończeniu produkcji zwykle przed dostawą uruchamiamy każdą maszynę bez obciążenia.Zapraszamy klientów na oględziny.
P: W jakich wystawach będziesz uczestniczyć, czy możemy się spotkać na targach?
Odp.: Międzynarodowe Targi Drutów i Kabli w Dusseldorfie;
Targi drutu w Ameryce Południowej;
Międzynarodowe Targi Drutów i Kabli w Szanghaju;
Międzynarodowe targi drutu w Stambule itp.
drut Targi Azji Południowo-Wschodniej itp.





