


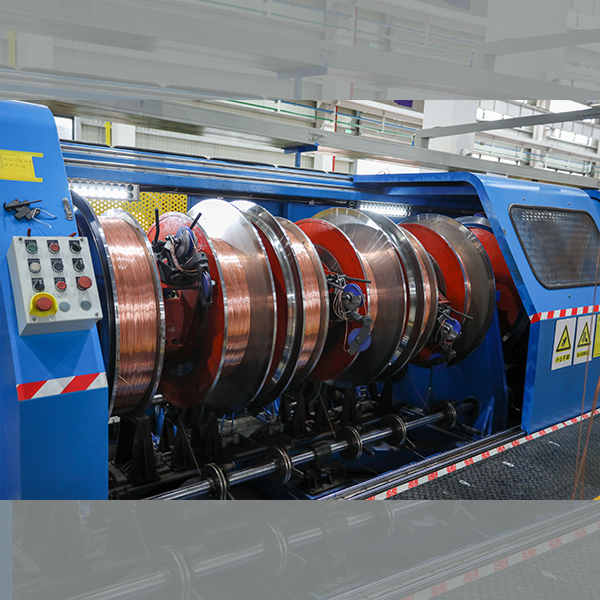
Concentric Stranding Machine







Product Details
1.Production detail
Concentric stranding machine is a new type of high speed stranding machine, mainly used for stranding, drawing and pressing of the large length copper strand, aluminum strand, aluminum alloy strand and other circular conductor, can also be used for stranding / pre-twisting and pressing of sector-shape conductor.
The concentric stranding machine can replace the rigid strander of some specifications and models.
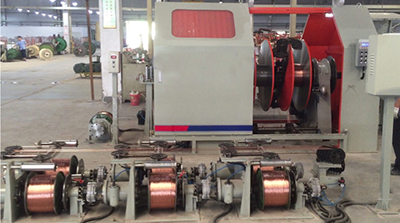
It have two configuration modes: single-bobbin mode and double-bobbin mode.
Single-bobbin mode is equipped with one wire accumulating bobbin. After the wire on the accumulating bobbin is finished payoff and stranding, the wire need to be rewind onto the bobbin. In this mode, the rewinding process and stranding process cannot be performed at the same time, and the production efficiency is reduced, but the length of the equipment is shortened, and cost is reduced.
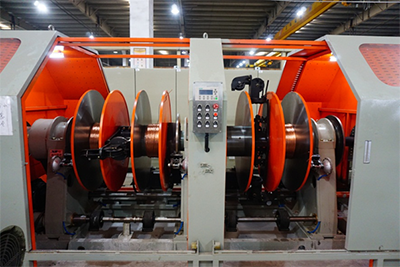
Double-bobbin mode is equipped with two wire accumulating bobbins. When one wire accumulating bobbin is used for pay-off and stranding, the other is rewinding. In this mode, rewinding process and stranding process are performed at the same time, and the production efficiency is high.
2.Features
1. The pay-off rack has a large accumulation capacity and is suitable for the stranding of large-length single conductors.
2. Because the cage adopts a concentric structure, the rotation speed is high, the twisting speed is fast, which improves the production efficiency.
3. The bobbin is built into the equipment, there is no need to load or unload the bobbin, which greatly reduces the labor intensity of workers.
4. Using the stranding method of releasing multiple wires, each bobbin can release three or more wires. The equipment has a compact structure and saves floor space.
5. The payoff and takeup of the wire accumulating bobbin is driven by a separate AC servo motor, controlled by frequency conversion, and the tension is stable, accurate and adjustable.
6. It has a compact and reasonable structure with less wearing parts, so it reduce the cost of maintenance.
7. Less noise. Environmental friendly.
3.Technical Parameters
|
Diameter of single wire (mm) |
Copper |
1.5~4.5 |
|
Aluminum |
1.8~5.0 |
|
|
Aluminum alloy |
1.5~4.5 |
|
|
Rotating speed (rpm) |
Max.500 |
|
|
Line speed (m/min) |
Max.120 |
|
|
Rewinding line speed (m/min) |
Max.200 |
|
Main Components

The production line is mainly composed of end-shaft type central pay-off (or coiling central pay-off), coiling & rewinding type pay-off(or bobbin type rewinding pay-off), cage, Wire closing die holder, meter counter, dual wheel capstan, portal take up, electrical control system, protective cover, safety fence and other components.
1. Coiling & rewinding type pay-off

It consists of cage frame, steering wheel set, tension control device, etc.
The pay-off baskets are distributed on both sides of the cage frame, the single wire are collected to the active wire feeding device through the guide wheel. The pay off tension could be controlled by mechanically, which is manually adjustable. The wires are re-wound to the wire accumulating plate through wire guiding system.
The cage frame is made of welded square tubes, with wire threading platform and safety fence.
Equipped with safety ladders for easy wire threading.
Bobbin type rewinding pay-off can also be used.
2. Cage
The cage is a concentric type structure(the center of pay off bobbin coincides with cage rotating center), and it is composed of front and rear bearing supports, flyer system, wire accumulating bobbin system, wire distribution system. The cage, wire accumulating bobbin and the traversing system are all driven by independent frequency conversion motors.
The wires are pulled out from flyer installed between two bobbins. The cage shares a set of flyer for every two wire accumulating bobbins, and controls the two bobbins to pay off at the same time.The flyer head can be rotated 360 degrees at will. The wires in the wire accumulating bobbin are guided by flyer into the threading tube on the inner wall of main shaft, and then go through the wire distribution system at the outlet supports for stranding.
The start of the wire accumulating bobbin is controlled by a set of friction wheel systems, which can be linked or controlled individually. Each group of wire accumulating bobbins has a set of associated disc brake controls to ensure the quality of the stranded wire.
Each cage is equipped with a set of rewinding traverse device, and the wire is rewound to the wire accumulating bobbin of the cage through the external rewinding pay-off. The wires rewind on the wire accumulating bobbin are arranged through a screw traverse unit with separate motor. The traversing pitch is controlled by PLC, which can be set and modified on the touch screen. All wire accumulating bobbins can be rewound simultaneously or individually.
A separate motor is used to actively pay off, and the wire is controlled by its independent tension controller. The tension can be set and modified on the touch screen. The tension control system has the function of tension compensation, which can ensure stable and consistent tension from full bobbin to empty bobbin.
The distribution plate have wire break protection device.
The main shaft of the cage has a pneumatically disc brake, which has large braking torque and reliable braking. Each wire accumulating bobbin is equipped with a separate disc brake device, which cooperates with a tension motor to ensure a stable e pitch during shutdown and deceleration.
The cage adopts an integral protective cover, which can be pushed and pulled horizontally, and has electrical safety protection.
Commercial Parts
1. Main motor adopts the famous and good quality brand.
2. PLC adopts Siemens.
3. AC drive adopts Danfoss.
4. Touch screen adopts Siemens.
5. Bearing adopts HRB, ZWZ and LYC.
Productivity
Taking 37-core aluminum strand as an example, the production efficiency of the concentric stranding machine is as follows. Just for reference.
| Production and Auxiliary Time Calculation of Concentric Stranding Machine (including rewinding, welding and stranding) | |||||||||||||
| Production specifications | Number of bobbins | Pitch (mm) |
Rotating speed (rpm) |
Line speed (m/min) |
Stranding time of full bobbin(3 wires) (min) |
Rewinding time of full bobbin(3 wires) (min) |
Butt welding time when rewinding (min) |
Time required for one production cycle in single-bobbin mode (h) |
Time required for one production cycle in double-bobbin mode (h) |
||||
| Length of single wire (m) |
Stranding time (min) |
Rewinding speed (m/min) |
Rewinding time (min) |
Number of welding | Welding time of one wire (min) |
Welding time (min) |
|||||||
| Diameter of single wire 2.09mm |
2 bobbins | 156 | 500 | 78 | 15772 | 202 | 120 | 131 | 12 | 1.5 | 18 | 7.4 | 5.2 |
| 4 bobbins | 166 | 470 | 78 | 15772 | 202 | 120 | 131 | 24 | 1.5 | 36 | |||
| 6 bobbins | 211 | 370 | 78 | 15772 | 202 | 120 | 131 | 36 | 1.5 | 54 | |||
| Diameter of single wire 2.34mm |
2 bobbins | 175 | 500 | 88 | 12582 | 144 | 120 | 105 | 12 | 1.5 | 18 | 5.9 | 4.2 |
| 4 bobbins | 182 | 481 | 88 | 12582 | 144 | 120 | 105 | 24 | 1.5 | 36 | |||
| 6 bobbins | 233 | 376 | 88 | 12582 | 144 | 120 | 105 | 36 | 1.5 | 54 | |||
| Diameter of single wire 2.61mm |
2 bobbins | 195 | 500 | 98 | 10113 | 104 | 120 | 84 | 12 | 1.5 | 18 | 4.9 | 3.5 |
| 4 bobbins | 204 | 478 | 98 | 10113 | 104 | 120 | 84 | 24 | 1.5 | 36 | |||
| 6 bobbins | 260 | 375 | 98 | 10113 | 104 | 120 | 84 | 36 | 1.5 | 54 | |||
| Interpretation: 1)Rewinding speed of aluminum wire is 120m/min, the rewinding speed of copper wire can be increased to more than 150m/min. 2)The number of welding is based on the wire on the bobbin being cut and rewound before it is finished stranding. 3)Welding time is based on a wire welding time of 1.5 minutes, which can be adjusted according to the actual operation time. 4)Time required for one production cycle in single-bobbin mode = stranding time + rewind time(one bobbin) + welding time of 2 bobbins + welding time of 4 bobbins + welding time of 6 bobbins. 5)Time required for one production cycle in double-bobbin mode = stranding time + welding time of 2 bobbins + welding time of 4 bobbins + welding time of 6 bobbins. |
|||||||||||||
FAQ
Q: Can I visit your factory?
A: All the customers from both home and abroad are warmly welcomed to visit our company and factory.
Q: Do you supply the installation and commissioning?
A: Yes, we do as followings:
-As soon as customer informed us the machines are put in the right place, we will send both mechanical and electrical engineer for machine start up.
-No-load testing: After machine installed completely, we make no-load testing first.
-With-load testing: Usually we will can produce 3 different wires to make load testing.
-Acceptance report: After the buyer confirms that machine can reach all specification under contract, the acceptance report will be signed for our record that machine will be in guarantee period.
Q: What information should I offer to get a detailed quotation from you?
A: For single machine: Usually we need to know inlet wire size, outlet wire size to be produced, productivity, pay off and take up size to choose the right machine.
For new cable plant or new cable production line, we need to know the datasheet of cables to be produced, the productivity, the standards to be followed, etc to design all machines needed.
Q: Can you supply the auxiliary equipment along with the machines?
A: Yes, definitely.
We has supplied heat exchanger, copper/aluminum powder filter machine, cooling tower, chiller, air compressor, drawing dies, pointing machine, cold welders, bobbins etc. with our machines.
Q: Could you do the design for the whole plant?
A: Yes, this is our advantage.
With the data sheet of cable to be produced, the standard your cables should follows, the productivity you expected. Our engineer on production technology and machinery will make design of production machines, test equipment, accessories like bobbins, dies, rewinding lines and materials needed.
Q: How can I know the status of my order?
A: We have our OA system on tracking the production.
For any of your request we can send photos and videos of your order, also we can use FACETIME to let you know the production.
Q: How do you work on the inspection before delivery?
A: We will make dynamic balance testing, levelness testing, noise testing, etc. during production.
After production finished, usually we make no-load running of each machine before delivery. Customers are welcomed to attend the inspection.
Q: What exhibitions will you attend, can we meet in the fair?
A: Dusseldorf International Wire and Cable Fair;
Wire South America Fair;
International Wire and Cable Fair in Shanghai;
International Istanbul Wire Fair, etc.
wire Southeast Asia Fair, etc.





