


Intermediate Wire Drawing Machine



















Product Details
According to the requirement of the international market, we developed different types of gear type high speed medium wire drawing machine, which is similar structure to the Niehoff brand high speed drawing machine, it is suitable for drawing medium-sized copper conductors.
Our drawing machine is the leading wire drawing production line in domestic with high production efficiency, simple production process.
1. Features
1.1 Full-precision gear transmission, high transmission efficiency, low noise and few mechanical failures;
1.2 Lubricating method adopts tower wheel fully immersed structure, high assembly accuracy. Not only solves the disadvantages of the tower wheel being easy to groove and the surface of the wire is not beautiful, but also prolongs the life of the wire drawing dies and the tower wheel.
2. Main Technical Parameters
|
Model |
LT-Z17 |
LT-Z17B |
LT-Z17-280 |
|
Inlet wire diameter (mm) |
Max.3.5 |
Max.3.5 |
Max.3.5 |
|
Outlet wire diameter (mm) |
0.40~1.60 |
0.40~2.0 |
0.80~2.76 |
|
Line speed (m/min) |
Max.1800 |
Max.1800 |
Max.1800 |
|
Cone diameter (mm) |
Max.250 |
Max.250 |
Max.280 |
|
Fixed speed wheel diameter (mm) |
250 |
250 |
280 |
|
No. of dies |
Max.17 |
Max.17 |
Max.17 |
|
Mechanical elongation (%) |
Last die: 18.6%; Others: 25% |
Last die: 18.18%; Others: 13.38% |
Last die:18.6%; Others: 25% |
|
Annealer current (A) |
Max.1000 |
Max.2000 |
Max.3000 |
3. Drawing Effect

The copper intermediate wire drawing machine provided by our company can not only improve the production efficiency, but also simplify the production process. It is currently the leading production line in China.
4. 4 Wires Intermediate Wire Drawing Machine with Continuous Annealer
4 Wires Intermediate Wire Drawing Machine with Continuous Annealer
Pay-off device


Wire drawing machine, Annealing machine and Take-up device


Main Components

The line is consist of pay off, wire drawing machine, annealer (optional, according to customer), tension controller, take up and electric control system.
1. Wire drawing machine


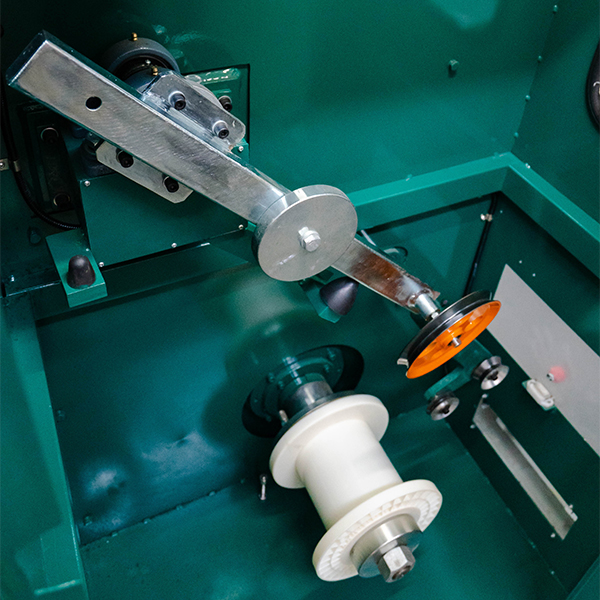
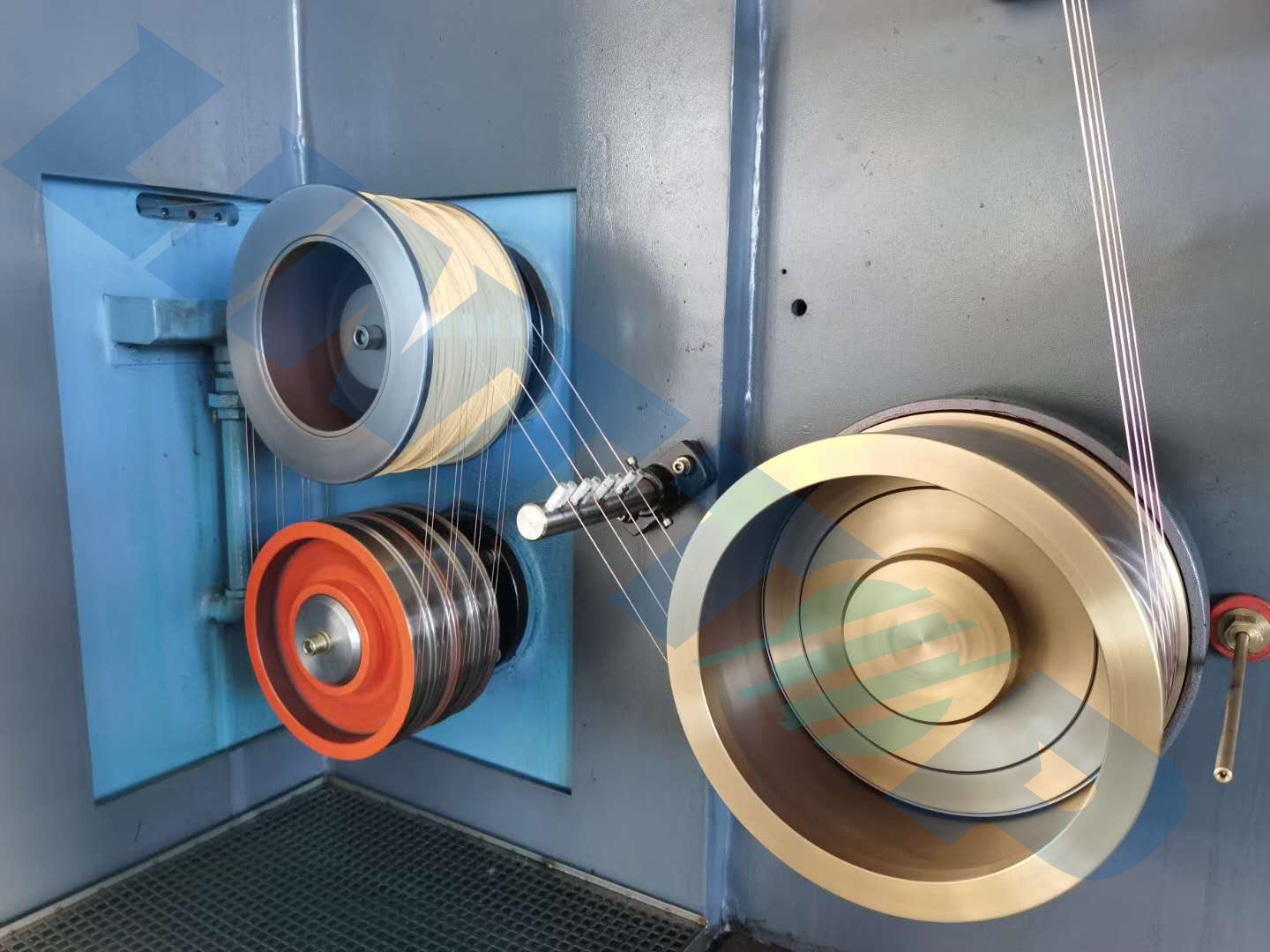
The drawing machine adopts powerful precision helical gear transmission, and the gear manufacturing is processed by fine grinding to ensure high meshing accuracy and low noise during operation.
Full immersion lubrication and cooling method, to make the wire and the drawing dies are completely immersed in the drawing fluid. After sufficient cooling and lubrication, not only the excellent wire surface can be obtained, but also the service life of the drawing dies and the drawing tower wheel can be prolonged.
Both the drawing tower wheel and the fixed speed wheel are treated by spraying tungsten carbide.
The gear box setted with high speed and low speed, it is better to choose the high speed when produce smaller wire size (0.40mm~1.0mm), it is better to choose the low speed when produce bigger wire size (more than 1.0mm) Different speed can be choosed according to different wire sizes, to ensure high quality wire and higher production efficiency.
The gear box adopts pig iron castings, strong oil cooling and lubrication, and the cooling and lubrication system is provided with under pressure protection to ensure the safe use and high-speed performance of the gear box. The whole machine is designed with ergonomic principles, the structure is reasonable and reliable, and the operation is convenient.
2. Annealer

The equipment is optional according to customer, the principle is contact short-circuit annealing with DC annealing power, which is suitable for annealing softening production after copper wire drawing. The annealing machine consists of a conductive system, an oxidation protection system, a cooling system, a drying system, and an electrical system. The oxidation protection method adopts steam protection; the cooling and lubrication adopt the drawing fluid with a concentration of 0.5% to 1%. Generally, cooling is provided by setting a pool or an external heat exchanger; the drying system uses compressed air and dies to dry. It can ensure that the appearance of the annealed copper wire is bright and free of oxidation, and can also meet the performance requirements of the elongation and resistivity of the annealed copper wire.
3. Take-up
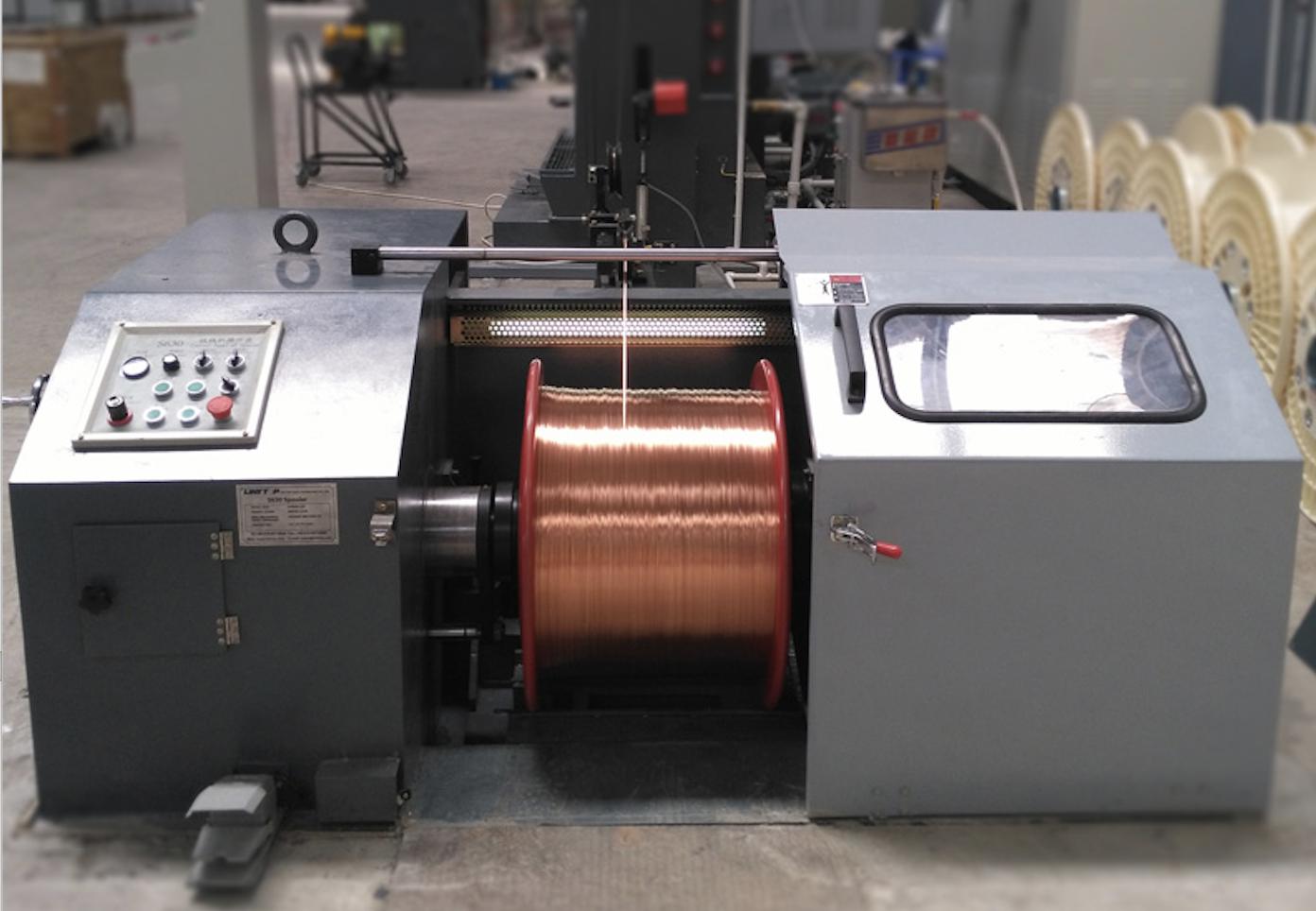
The take-up adopts 630 high-speed take-up machine, which is suitable for the take-up of high-speed drawing machine. According to customer requirements, single or double reels can be selected, suitable for 630 type reel or 500 type reel. Bobbin clamping, lifting and brake are all pneumatic method. Emergency stop on control panel, safety protection switch on the protection cover, braking system etc can be connected to the emergency stop system of its supporting equipment, the clamping thimble is provided with a safety protection stop bolt to ensure the safety of the production process. Traverse device adopt servo motor control the direction, traverse speed is adjusted by servo controller, the ranking is adjusted by servo motor, users can adjust it according to the width of the take-up reel.
Commercial Parts
1. Siemens motor;
2. Japanese Yaskawa brand inverter;
3. Siemens programmable controller (PLC) and touch screen;
4. Japanese Fuji and Schneider low-voltage apparatus;
5. NSK bearings.
Auxiliary Equipment
In addition to the above mentioned device such as pay off, wire drawing machine, annealer, tension controller, take up and electric control system, auxiliary equipment such as wire drawing dies, copper powder filter, pointing machine and cold welder are also used.
The intermediate wire drawing machine we supplier can satisfying different model production process, it not only can improve the quality of the finished copper surface, but also can reduce the machine loss and increase the service life which is an indispensable equipment during drawing.
Packing Photos

Installation and Commissioning
After the order established, we will send the layout drawing and foundation drawing to our customer. Then they can design the bast depth and structure according to the actual geological condition through learning the drawings. Customer also can perform basic installation of the equipment according to the layout and the preparation list we provided.
We will send an experienced mechanical engineer to guide the installation and commissioning. After the engineer arrives, the machine is positioned, the cement is poured, the electrical connection is checked by him, and then start the machine and try to drawing. During the drawing process, the engineer will train the customer’s workers, teach them to tread the wires through the drawing dies, then drawing with different wire diameters, and deal with the problems encountered in the wire drawing process. After the commissioning finished, the customer will sign on the acceptance report. The entire process probably will take 7 days.
FAQ
Q: Can I visit your factory?
A: All the customers from both home and abroad are warmly welcomed to visit our company and factory.
Q: Do you supply the installation and commissioning?
A: Yes, we do as followings:
-As soon as customer informed us the machines are put in the right place, we will send both mechanical and electrical engineer for machine start up.
-No-load testing: After machine installed completely, we make no-load testing first.
-With-load testing: Usually we will can produce 3 different wires to make load testing.
-Acceptance report: After the buyer confirms that machine can reach all specification under contract, the acceptance report will be signed for our record that machine will be in guarantee period.
Q: What information should I offer to get a detailed quotation from you?
A: For single machine: Usually we need to know inlet wire size, outlet wire size to be produced, productivity, pay off and take up size to choose the right machine.
For new cable plant or new cable production line, we need to know the datasheet of cables to be produced, the productivity, the standards to be followed, etc to design all machines needed.
Q: Can you supply the auxiliary equipment along with the machines?
A: Yes, definitely.
We has supplied heat exchanger, copper/aluminum powder filter machine, cooling tower, chiller, air compressor, drawing dies, pointing machine, cold welders, bobbins etc. with our machines.
Q: Could you do the design for the whole plant?
A: Yes, this is our advantage.
With the data sheet of cable to be produced, the standard your cables should follows, the productivity you expected. Our engineer on production technology and machinery will make design of production machines, test equipment, accessories like bobbins, dies, rewinding lines and materials needed.
Q: How can I know the status of my order?
A: We have our OA system on tracking the production.
For any of your request we can send photos and videos of your order, also we can use FACETIME to let you know the production.
Q: How do you work on the inspection before delivery?
A: We will make dynamic balance testing, levelness testing, noise testing, etc. during production.
After production finished, usually we make no-load running of each machine before delivery. Customers are welcomed to attend the inspection.
Q: What exhibitions will you attend, can we meet in the fair?
A: Dusseldorf International Wire and Cable Fair;
Wire South America Fair;
International Wire and Cable Fair in Shanghai;
International Istanbul Wire Fair, etc.
wire Southeast Asia Fair, etc.





